铝合金重力铸造常见缺陷及预防措施
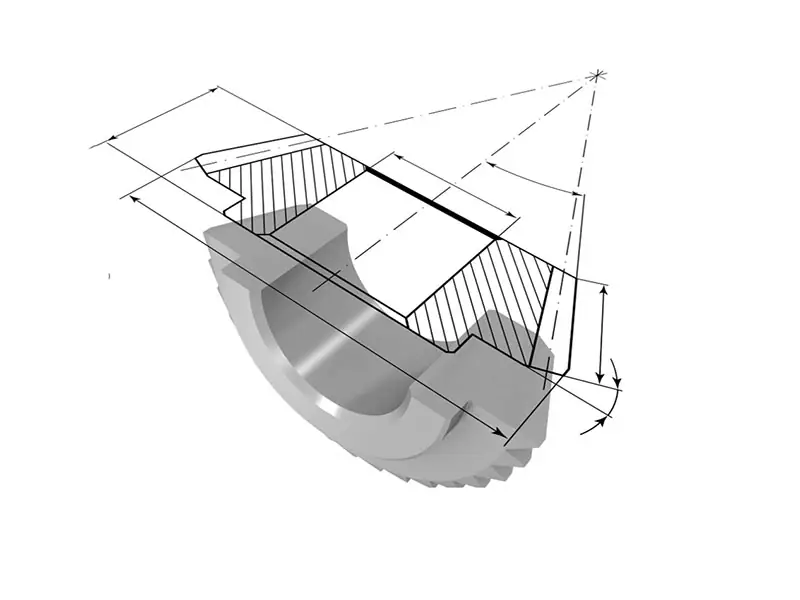
重力铸造 就是在铸造过程中,先凝固的金属液体因热胀冷缩产生体积收缩,需靠上部未凝固的金属液重力来补充,完成补缩的效果。重力铸造的凝固方式为顺序凝固,就是整个零件在凝固时按照一定的次序先后凝固,相对靠后的凝固位置可以补缩相对靠前的凝固位置,使最终的铸造缺陷都集中在最后的冷却部位(冒口、浇口位置),得到合格的生产铸件。重力铸造 铝合金 轮毂铸件的凝固顺序: 轮辋——辐条——中毂(斜面)——分流锥——浇口(冒口) 铸造工艺设计参数包括加工余量、工艺余量(冒口等补缩位置)、金属收缩量(收缩系数)和拔模斜度...