铸件的质量
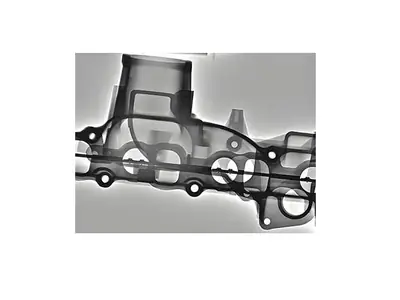
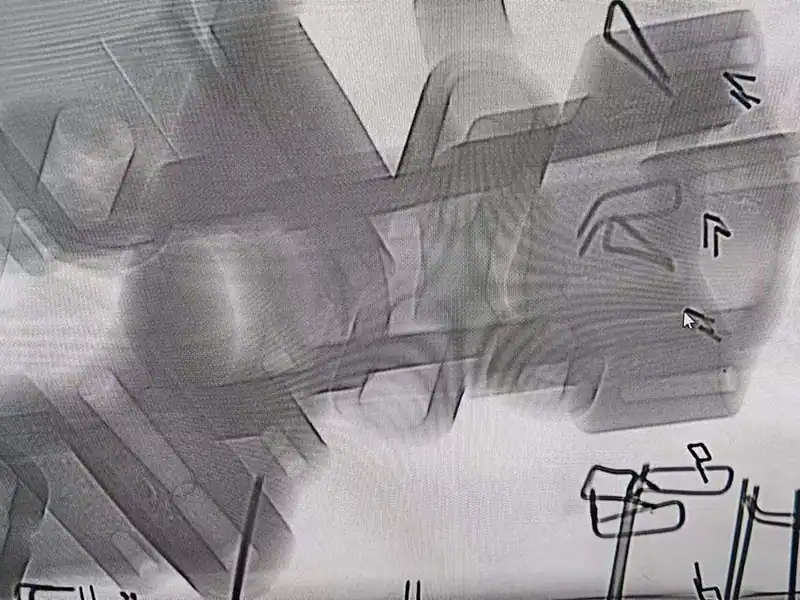
铝铸件是否可靠,在于严格的铸造质量验证流程。通过一整套的铸造检查方法,质量管理。不仅确保每个铸件符合设计标准,还能提升其性能和长期稳定性。 铝铸件检验方法 贺鑫采用一系列精密的铝铸件检验方法,每个铸件都能符合质量要求。每个铝铸件都经过严格检查,让其在性能、尺寸和化学成分方面达到预定标准。 1. 射线照相与视觉检查 铸件的质量控制使用视觉检查技术,确保铸件没有裂纹、气孔、空洞等缺陷。每个铸件都经过详细检查,确保没有变形或弯曲。检查完成后,铸件会与质量控制计划和工艺要求进行比对。最后,所有的检查结果都会...