
الدليل النهائي لتكنولوجيا الصب بالطرد المركزي: المبادئ/العمليات/تحليل التطبيقات الصناعية
التاريخ:2025-02-23 الفئات:التدوين الآراء:1206
ما هو الصب بالطرد المركزي؟

الصب بالطرد المركزي هو عملية تشكيل سائلة يتم فيها صب المعدن السائل في قالب دوار بواسطة قوة الطرد المركزي الناتجة عن القالب الدوار (حتى 150 ضعف قوة الجاذبية) وتدويره بسرعات عالية (عادةً من 250 إلى 1500 دورة/دقيقة) بحيث يملأ القالب ويتصلب تحت تأثير قوة الطرد المركزي لتشكيل الصب. هذه العملية مناسبة بشكل خاص لتصنيع بطانة أسطوانة المحرك البحري، والأجزاء ذات درجة الحرارة العالية في الفضاء الجوي وغيرها من منتجات ظروف العمل القاسية - تُظهر المزيد من البيانات المقاسة أن الصب بالطرد المركزي الألومنيوم تزيد قوة الشد للأجزاء عن 251 تيرابايت 3 تيرابايت أعلى من قوة الشد للأجزاء المصبوبة بالرمل التقليدية.
كيفية عمل الصب بالطرد المركزي
تبدأ عملية الصب بالطرد المركزي بحقن معدن سائل في قالب دوّار عالي الحرارة. واعتمادًا على المتطلبات المحددة للتصميم، يمكن تدوير القالب عموديًا أو أفقيًا.
خلال هذه العملية، تقوم قوة الطرد المركزي بتوزيع المعدن السائل بالتساوي داخل القالب بضغط يقارب عدة أضعاف قوة الجاذبية. يضمن هذا الضغط المطبق خلو الصب من الشقوق، وكذلك العيوب الدقيقة والكبيرة. وهذا يشبه إلى حد كبير عملية الصب بالقالب التقليدية، والتي تقلل أيضًا من عيوب المنتج بشكل عام عن طريق الضغط.
أثناء ملء القالب، يتم دفع المعدن السائل الأكثر كثافة ضد الجدار الداخلي للقالب الدوّار. وبالإضافة إلى ذلك، يتصلب المعدن الكثيف في اتجاه المركز الشعاعي الخارجي، بينما تطفو المواد والشوائب الأقل كثافة إلى القطر الخارجي.
بمجرد اكتمال التصلب، تتم إزالة الجزء بالكامل من القالب ثم يتم تشكيله آليًا لإزالة أي شوائب متبقية حول حواف الجزء. والنتيجة النهائية هي مادة عالية الجودة بدون فراغات أو فقاعات داخلية.
فيما يلي الخطوات البسيطة لعملية الصب بالطرد المركزي الأساسية بمجرد تحضير القالب:
- تتمثل الخطوة الأولى، كما هو الحال في أي عملية صب، في تسخين المعدن فوق درجة انصهاره.
- الخطوة الثانية هي تدوير القالب استعدادًا للصب. وعادةً ما تكون سرعة الدوران بين 300 و3000 دورة في الدقيقة، على الرغم من أن السرعة الفعلية تعتمد على تفاصيل المشروع.
- تأتي بعد ذلك خطوة الصب. هذه العملية بسيطة نسبيًا ولا تتطلب تحضيرًا خاصًا، ولكن هناك حاجة إلى عناية إضافية لأن عملية الصب تتم أثناء دوران القالب.
- بمجرد اكتمال عملية الصب، تبدأ الخطوة التالية تلقائيًا. لا يساعد الدوران على عملية التبريد فحسب، بل يولد أيضًا ضغطًا كافيًا في القالب لضمان عدم حدوث أي عيوب مرتبطة بعملية الصب.
- بعد التبريد، تكون الخطوة التالية مشابهة لأي عملية صب أخرى. ما عليك سوى إزالة القالب من الجهاز الدوار وإزالة المادة من الصب.
- وأخيرًا، يتم الانتهاء من المنتج النهائي. يدفع دوران الطرد المركزي الشوائب في المادة إلى الحواف، وتؤدي إزالة هذه الشوائب عن طريق التشغيل الآلي إلى منتج بالجودة المطلوبة.
نوعان من آلات الصب بالطرد المركزي
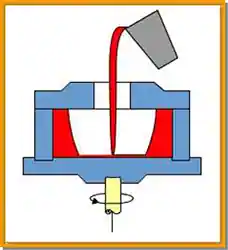
الصب بالطرد المركزي العمودي
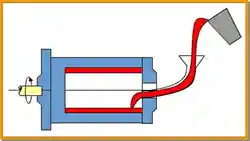
الصب بالطرد المركزي الأفقي
الصب بالطرد المركزي العمودي
وهي تُستخدم بشكل أساسي لإنتاج المسبوكات الدائرية ذات الارتفاع الأصغر من القطر، وأحيانًا يمكن أيضًا صب المسبوكات ذات الأشكال باستخدام ماكينة الصب بالطرد المركزي هذه..ونظرًا للتركيب المستقر لماكينة الصب العمودية، فمن الممكن استخدام ليس فقط الأنواع المعدنية، ولكن أيضًا الأنواع غير المعدنية مثل الرمل وقشور القوالب المنصهرة.
الصب بالطرد المركزي الأفقي
تُستخدم بشكل أساسي لإنتاج مصبوبات الأكمام والأنابيب ذات الأطوال الأكبر من القطر.
ثلاثة أنواع من الصب بالطرد المركزي
| التصنيف | حالات المنتجات | اختراقات نينغبو هيكسين كرافت في نينغبو |
|---|---|---|
| الصب بالطرد المركزي الحقيقي | بطانة أسطوانة الديزل (HT300) | تقنية الصب المركب ثنائي المعدن |
| الصب شبه الطرد المركزي | أقراص مكابح السكك الحديدية عالية السرعة (مادة ADI) | نظام تبريد الإثارة بالحديد البارد الجرافيت |
| الطرد المركزي | جسم الصمام الهيدروليكي (ZL104) | تقنية الصب بمساعدة التفريغ |
خصائص الصب بالطرد المركزي
(1) تكون المسبوكات متبلورة تحت تأثير قوة الطرد المركزي، مع تنظيم كثيف، وعدم وجود عيوب مثل ثقوب الانكماش، وتخلخل الانكماش، وثقوب الهواء، وانحباس الخبث، وما إلى ذلك، وخصائص ميكانيكية جيدة.
(2) عند صب المسبوكات المجوفة الدائرية، يمكن حذف اللب ونظام الصب، مما يبسط العملية ويوفر المعدن.
(3) لتسهيل تصنيع المسبوكات ثنائية المعدن، مثل البطانات الفولاذية المصبوبة من النحاس المصبوب، سطح الترابط قوي ومقاوم للتآكل، ويمكن أن يوفر سبائك النحاس.
(4) السطح الداخلي الخشن للصب بالطرد المركزي، ليس من السهل التحكم في الحجم، ويحتاج إلى زيادة بدل التشغيل الآلي لضمان جودة المسبوكات، وهو غير مناسب لإنتاج فصل سهل للسبائك.
مزايا الصب بالطرد المركزي:
(1) عند إنتاج مصبوبات الجسم الدوارة المجوفة عن طريق الصب بالطرد المركزي، يمكن حذف اللب ونظام الصب والرافعة.
(2) بسبب دوران المعدن السائل في قوة الطرد المركزي الناتجة، يتم دفع كثافة المعدن إلى الجدار الخارجي، في حين أن كثافة الغاز، والخبث إلى السطح الحر للحركة الحرة، وتشكيل التصلب الاتجاهي من الخارج إلى الداخل، بحيث يكون الانكماش التكميلي للظروف، وتنظيم الصب من الخصائص الميكانيكية الكثيفة والجيدة.
(3) لتسهيل صب البطانات والبلاطات "ثنائية المعدن"، كما هو الحال في البطانات الفولاذية التي تصب طبقة رقيقة من البطانات النحاسية، يمكن أن توفر النحاس الأكثر تكلفة.
(4) قدرة تعبئة جيدة.
(5) التخلص من الاستهلاك وتقليل الاستهلاك في أنظمة الصب والروافع.
عيوب الصب بالطرد المركزي:
(1) السطح الحر داخل الصب خشن، مع وجود أخطاء كبيرة في الأبعاد وجودة رديئة.
(2) غير مناسب للسبائك ذات الفصل عالي الكثافة (مثل البرونز الرصاصي) والسبائك الخفيفة مثل الألومنيوم والمغنيسيوم.
الصب بالطرد المركزي للتطبيق
يستخدم الصب بالطرد المركزي بشكل أساسي فيالإنتاج الضخم لمسبوكات الأنابيب والأنابيبيمكن استخدام هذه المنتجات للأغراض التالية: الأنابيب الحديدية، والبطانات النحاسية، وبطانات الأسطوانات، والبطانات النحاسية ثنائية المعدن المدعمة بالفولاذ، والبكرات الفولاذية المقاومة للحرارة، وفراغات الأنابيب الفولاذية غير الملحومة، وبراميل تجفيف ماكينات الورق، وما إلى ذلك، ويمكن استخدامها أيضًا فيإنتاج مصبوبات العجلاتمثل عجلات المضخة ودوارات المحرك.
مقارنة بين الصب بالطرد المركزي وعمليات الصب الأخرى
| طريقة الصب | صب الرمل | الصب الاستثماري | صب المعادن | صب القوالب ذات الضغط العالي | الصب بالضغط المنخفض | الصب بالطرد المركزي |
| المعادن القابلة للتطبيق | بشكل تعسفي | غير مقيّد، فولاذ مصبوب في الغالب | سبائك غير مقيدة، معظمها سبائك غير حديدية | الألومنيوم والزنك والمغنيسيوم وسبائك الألومنيوم والزنك والمغنيسيوم وغيرها من السبائك ذات درجة الانصهار المنخفضة | سبائك غير حديدية في الغالب، وتستخدم أيضًا في الصلب المصبوب والحديد الزهر | حديد الزهر والفولاذ المصبوب بشكل أساسي |
| نطاق جودة الصب | غير مقيد | بشكل عام أقل من25 كجم | المسبوكات الصغيرة والمتوسطة الحجم بشكل رئيسي | بشكل عام أقل من10 كجميمكن استخدام المسبوكات أيضًا في المسبوكات متوسطة الحجم. | المسبوكات الصغيرة والمتوسطة الحجم بشكل رئيسي | غير مقيد |
| حجم الإنتاج | غير مقيد | الإنتاج على دفعات والإنتاج بكميات كبيرة، وكذلك إنتاج قطعة واحدة ودفعة صغيرة. | دفعة, التصنيع بالجملة | دفعة, التصنيع بالجملة | دفعة, التصنيع بالجملة | دفعة, التصنيع بالجملة |
| تفاوتات أبعاد الصب (مم) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| خشونة سطح المسبوكات | أكثر خشونة | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3 ~ Ra1.6 | Ra25~Ra6.3 | خشونة السطح الداخلي |
| تنظيم حبوب الصب في حالة الصب كما هي | حبوب خشنة | حبوب خشنة | الحبوب | حبيبات دقيقة، مع العديد من المسام الداخلية | الحبوب | |
| التفاوت المسموح به (أي الخطأ المسموح به) | الأقدم | معالجة صغيرة أو بدون معالجة | قليل | معالجة صغيرة أو بدون معالجة | صغيرة نسبيًا | بدلات تصنيع كبيرة على الأسطح الداخلية |
| الإنتاجية (المستوى العام للميكنة) | منخفض، متوسط | منخفض، متوسط | متوسطة وعالية | الأسمى | الوسط | متوسطة وعالية |
| الحد الأدنى لسُمك الجدار الأدنى للمسبوكات (مم) | 3.0 | بشكل عام0.7 | الألومنيوم2~3 | 0.5~1.0 | المعتاد2.0 |
الأسئلة الشائعةالفاكسات
س1: ما هو الحد الأقصى لحجم أجزاء الصب بالطرد المركزي التي يمكن معالجتها؟
← القطر Φ2.5 م × الطول 8 م (وزن القطعة الواحدة 20 طن)
س2: كيف يمكن حل مشكلة الفصل في الصب بالطرد المركزي؟
→ البرنامج الموصى به: التبنيالمجال الكهرومغناطيسي النبضي + التبريد المتدرجالعملية المركبة
س3: هل من الاقتصادي عمل دفعات تجريبية صغيرة؟
→ <50 قطعة يوصى بالصب بالرمل <50 قطعة، تكاليف القالب مرتفعة للغاية















