
العيوب الشائعة في سبائك الألومنيوم المصبوبة بالجاذبية والتدابير الوقائية
التاريخ:2025-01-21 الفئات:التدوين الآراء:800
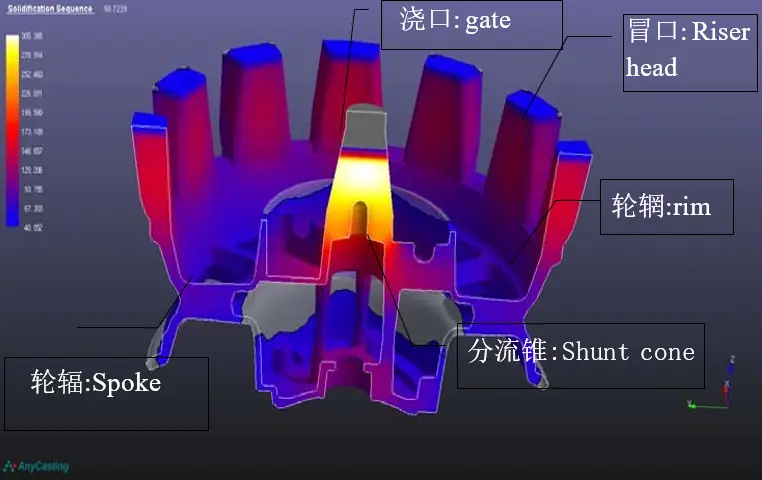
صب الجاذبية هو في عملية الصب، أول سائل معدني متصلب بسبب التمدد الحراري وتقلص حجم الانكماش، يحتاج إلى الاعتماد على الجزء العلوي من جاذبية السائل المعدني لتكملة وإكمال تأثير الانكماش. التصلب الصب بالجاذبية لترتيب التصلب، هو الجزء بأكمله في تصلب التصلب وفقًا لترتيب معين من التصلب المتتالي، يمكن أن يكون موضع التصلب الخلفي نسبيًا انكماشًا تكميليًا لموضع التصلب الأمامي نسبيًا، بحيث تتركز عيوب الصب النهائية في أجزاء التبريد الأخيرة (الناهضون، موضع البوابات)، للحصول على مصبوبات إنتاج مؤهلة. الصب بالجاذبية الألومنيوم تسلسل تصلب مصبوبات العجلات:
الحافة - عمود الدوران - المحور المركزي (مشطوف) - مخروط التحويل - سبرو (الناهض)
تشمل معلمات تصميم عملية الصب معلمات تصميم عملية الصب بدلات التشغيل الآلي، وبدلات العملية (الناهضات، وما إلى ذلك لتعويض موضع الانكماش)، والانكماش المعدني (معامل الانكماش) وسحب منحدر القالب، ونظام التبريد (لضمان أن يكون الصب للتصلب المتسلسل) وما إلى ذلك.
عندما لا يفي تسلسل التصلب للمسبوكات أو معلمات تصميم العملية بمتطلبات المنتج، ستظهر عيوب الصب، وعيوب الصب الشائعة في مصبوبات سبائك الألومنيوم والتدابير الوقائية هي

1. تحت البث .
الخصائص: في عملية تشكيل الصب، تكون بعض أجزاء الحشو غير مكتملة.
أسباب التكوين:
أ. سيولة سائل الألومنيوم ليست قوية، ومحتوى الغاز العالي في السائل، والمزيد من أكسيد الجلد;
ب. نظام الصب الرديء، المقطع العرضي للبوابة الداخلية صغير جدًا;
ج. ظروف عادم القالب الرديئة، والعادم الرديء، والطلاء الكثير، ودرجة حرارة القالب مرتفعة للغاية مما يؤدي إلى ارتفاع ضغط الهواء في التجويف ولا يمكن تفريغه بسلاسة.
التدابير الوقائية: 1، تحسين سيولة سائل الألومنيوم، وخاصة التكرير والخبث، وزيادة درجة حرارة القالب أو درجة حرارة الصب بشكل مناسب (زيادة سرعة الصب، وضبط بدل سمك الجدار، وفتح قناة الشريط الإضافي) ؛ 2، زيادة مساحة المقطع العرضي للبوابة الداخلية ؛ 3، تحسين ظروف العادم، وفقًا للظاهرة المعيبة جنبًا إلى جنب مع الوضع الفعلي للقالب، وزيادة أخدود الفائض وخط العادم، والتجاويف المقعرة العميقة لإضافة سدادات العادم، وإعادة رش الطلاء، بحيث يكون الطلاء رقيقًا وموحدًا، وانتظر حتى يجف القالب ويغلق الإنتاج. وانتظر حتى يجف الطلاء قبل إنتاج القالب.
2. طقطقة
الخصائص: الفراغ تالف أو مكسور، مفتوح في خطوط رقيقة طويلة، الوضع الراهن غير المنتظم، الاختراق وعدم الاختراق نوعان، تحت تأثير القوة الخارجية هو اتجاه التطور، الشقوق الباردة والساخنة، ولكن الفرق: الشقوق الباردة في المعدن غير مؤكسد، الشقوق الساخنة في المعدن مؤكسد.

أسباب التكوين:
أ. هيكل الصب غير معقول، والانكماش معاق، وزاوية الصب المستديرة صغيرة;
ب. انحراف وحدة القاذف وتحميلها بشكل غير متساوٍ;
ج. درجة حرارة القالب مرتفعة جدًا أو منخفضة جدًا، مما يؤدي إلى إجهاد وتشقق خطير في عملية فتح القالب;
د. العناصر الضارة في السبيكة تتجاوز المعيار، وينخفض معدل الاستطالة;
هـ- سوء التهوية;
التدابير الوقائية: 1 ، تحسين هيكل الصب ، وتقليل فرق سمك جدار القالب ، وزيادة جزء التصدع من الزاوية المستديرة أو نصف قطر القوس ؛ 2 ، تصحيح نظام طرد القالب ودبابيس تثبيت القالب العلوية والسفلية ، البطانات ، لضمان أن طرد القالب على نحو سلس ؛ 3 ، ضبط درجة حرارة القالب إلى درجة الحرارة العادية للقضاء على القالب المقلوب والظاهرة غير المستوية ، وزيادة منحدر التقاط القالب ؛ 4 ، التحكم في تكوين الألومنيوم السائل ، على وجه الخصوص ، تكوين العناصر الخطرة ؛ 5 ، تقليم نظام عادم القالب لضمان أن هذا الجزء من عادم القالب على نحو سلس. 5، إصلاح نظام العادم للقالب لضمان سلاسة هذا الجزء من عادم القالب.
3. حاجز بارد
الخصائص: آثار في مؤخرة أو حضن سريان المائع، مع حواف مستديرة لتقاطعاتها، مع ميل للاستمرار تحت القوى الخارجية.
أسباب التكوين:
أ. ضعف سيولة سائل الألومنيوم;
ب. انصهار ملء الخيط الفرعي السائل ضعيف أو أن العملية طويلة جدًا للربط;
ج. درجة حرارة السائل (العفن) منخفضة للغاية أو عدم وجود تهوية كافية;
تدابير وقائية: 1، زيادة درجة حرارة الألومنيوم السائل ودرجة حرارة القالب بشكل مناسب، والتحقق من تركيبة سبيكة الألومنيوم السائل وضبطها ؛ 2، الترتيب المعقول لقناة التدفق الزائد، وزيادة قناة التدفق، وتقصير العملية، بحيث يكون الألومنيوم السائل المملوء بما فيه الكفاية ؛ 3، زيادة سرعة الصب أو زيادة درجة حرارة القالب، وتحسين نظام عادم القالب.
4. (من المشروبات) الفوارة
الخصائص: تحت جلد الصب، تتشكل الفقاعات عن طريق تمدد الغازات المتجمعة.
أسباب التكوين:
أ. درجة حرارة القالب مرتفعة للغاية ودرجة حرارة سائل الألومنيوم مرتفعة للغاية;
ب. سرعة الملء سريعة جدًا، ويتداخل السائل المعدني في الغاز أثناء عملية الملء.
ج. الطلاء بالغاز، أو رشه أكثر من اللازم، أو عدم تبخره قبل الصب، أو التفاف الغاز على سطح الصب;
د- سوء التهوية;
ه. عدم كفاية وقت الاحتفاظ بالقالب وفتح القالب قبل الأوان.
التدابير الوقائية: 1، تعديل عملية تبريد القالب، تبريد درجة حرارة القالب إلى درجة حرارة العمل العادية؛ تعديل عملية الصهر لضمان أن تكون درجة حرارة الألومنيوم السائل طبيعية؛ 2، إبطاء سرعة التعبئة، لتجنب غاز حزمة الدوامة (يمكن التحكم فيها بكثافة الشاشة، وسمك الشاشة، وما إلى ذلك)؛ 3، اختيار كمية صغيرة من الغاز للطلاء، رش طبقة رقيقة وموحدة من الطلاء، تجف تمامًا وتتبخر بعد إغلاق القالب؛ 4، لتعديل وقت مغادرة القالب لضمان أن تصلب كامل.
5. فتحات الهواء (فتحات الغاز والخبث)
الخصائص: ثقوب منتظمة الشكل ذات أسطح ملساء تتشكل من الغازات المتضمنة في الجزء الداخلي من الصب.
أسباب التكوين:
أ. يدخل سائل الألومنيوم إلى التجويف، ويحدث تأثير إيجابي، مما يؤدي إلى حدوث دوامة؛ ب. سرعة الشحن سريعة جدًا، مما يؤدي إلى ركود التدفق;
ج. عادم رديء؛ د. موضع تجويف القالب عميق جدًا؛ ه. الكثير من الطلاء، لم يجف ويتبخر تمامًا قبل الملء;
و. سوء تكرير سائل الألومنيوم السائل، والخبث غير الكامل;
ح. يوجد حطام في التجويف، والمرشح لا يفي بالمتطلبات أو تم وضعه بشكل غير صحيح؛ ط. بدل التشغيل الآلي كبير جدًا.
التدابير الوقائية: 1، استخدام مواتية لتفريغ الغاز في تجويف شكل التسريب، لتجنب إغلاق سائل الألمنيوم أولاً على سطح فراق نظام الفائض ؛ 2، لتقليل سرعة ملء الألمنيوم السائل (زيادة كثافة الشاشة وطرق أخرى) ؛ 3، في الجزء الأخير من التجويف لفتح أخدود الفائض وقناة العادم، وتجنب إغلاق الألمنيوم السائل ؛ 4، تركيب التجويف العميق لسدادات العادم واستخدام هيكل الفسيفساء لزيادة العادم ؛ 5، استخدام مسدسات الرياح لتنظيف التجويف، وإعادة رذاذ الطلاء، لضمان أن كمية الطلاء رقيقة وموحدة ؛ 6، المعدن السائل بالإضافة إلى الغاز، والخبث على الفور، صب، لا تبقى لفترة طويلة جدًا، من أجل منع إعادة امتصاص الغاز، بالإضافة إلى ذلك، السبائك التي تحتوي على الألومنيوم قدر الإمكان عدم استخدام فرن الإمداد بالذوبان ؛ 7، لتلبية احتياجات حالة التعديل المعقول لبدل معالجة المنتج.
6. الانكماش
الخصائص: ثقوب غير منتظمة الشكل ذات أسطح خشنة ناتجة عن عدم كفاية التعويض الداخلي أثناء تكثيف المسبوكات.

أسباب التكوين:
أ. درجة حرارة سائل الألومنيوم مرتفعة للغاية;
ب. سمك الجدار غير المتكافئ لهيكل الصب، مما يؤدي إلى وجود وصلات ساخنة;
ج. بوابة داخلية أصغر;
د. ارتفاع درجة الحرارة المحلية للعفن.
التدابير الوقائية: 1 ، في حالة تلبية متطلبات الصب ، تقليل درجة حرارة سائل الألمنيوم ؛ 2 ، تحسين هيكل الصب ، والقضاء على تراكم الأجزاء المعدنية ، والانتقال البطيء ؛ إذا لم تتمكن من تغيير هيكل الصب ، فإن التأثير المحلي لانكماش أجزاء "المفاصل الباردة" ، يمكن أن يكون خلف محيط فتحات الحفر والطحن ، ثم يتم ملؤها بمواد ثابتة الحرارة لزيادة المقاومة الحرارية ، يمكن تعديلها مجال درجة حرارة معقول ؛ 3، يجب أن تؤخذ العقدة الساخنة المحلية للتبريد القسري (يمكن استخدامها محليًا نحاس مرصع محليًا وطرق أخرى)، من أجل ضبط تدرج درجة حرارة انكماش معقول ؛ 4، زيادة الناهضين المظلمة، من أجل تسهيل الضغط لنقل أفضل ؛ 5، ضبط سمك طلاء القالب، والتحكم في درجة الحرارة المحلية للقالب.
7. تصميم زخرفي
الخصائص: سطح الصب عبارة عن خطوط ملساء، مرئية بالعين المجردة، ولكنها غير محسوسة باليد، لونها مختلف عن حبيبات المعدن الأساسية العادية، يتم فركها قليلاً بورق صنفرة غير ملموس.
أسباب التكوين:
أ. الشحن السريع جداً
ب. كمية كبيرة جداً وغير متساوية من الطلاء;
التدابير الوقائية: 1. تقليل سرعة التعبئة؛ 2. جرعة رقيقة وموحدة من الطلاء، باتباع مبدأ الوسط الرقيق والحافة السميكة;

8. التشوه
الخصائص: لا تتطابق هندسة الصب مع متطلبات تصميم التشوه الكلي.
أسباب التكوين:
أ. سوء تصميم الصب، مما يتسبب في انكماش غير متساوٍ;
ب. فتح القالب في وقت مبكر جدًا، لا يكون القالب صلبًا بما فيه الكفاية;
ج، يكون منحدر قالب انتقاء القالب صغيرًا جدًا، ويصعب تحرير القالب;
د. أخذ المسبوكات ووضعها، والتشغيل غير السليم;
هـ - يبرد الصب بسرعة كبيرة، مما يتسبب في حدوث تشوه.
التدابير الوقائية: 1، تحسين هيكل الصب، بحيث يكون سمك الجدار موحدًا؛ 2، لتحديد أفضل وقت لفتح القالب، وزيادة صلابة الصب؛ 3، لزيادة منحدر قالب اختيار الصب؛ 4، اختيار الصب ووضعه، يجب أن يكون خفيفًا ليأخذ الضوء لوضعه؛ 5، بعد فتح القالب، يجب وضع الصب في الهواء ليبرد ببطء.
9 - الانكماش
الخصائص: يحدث الانكماش في مصبوبات سبائك الألومنيوم عمومًا بالقرب من الذرب الداخلي، والجزء السميك من جذر الناهض وجدار الحافة وأجزاء النقل السميكة والرقيقة من السبيكة والأجزاء رقيقة الجدران ذات الجدران الرقيقة ذات المستويات الكبيرة. يكون الكسر رمادي اللون عندما لا تتم معالجة البليت، ويكون الكسر رماديًا وأصفر فاتحًا أو أسود رماديًا بعد المعالجة الحرارية، وعند إجراء إسقاط بالأشعة السينية يكون غائمًا على فيلم الأشعة السينية، ويكون الكسر الخطير على شكل شبكة حريرية.التصنيع الآليتظهر الأجزاء ثقوب صغيرة متناثرة بعد التصنيع الآلي. يمكن الكشف عن الانكماش في المسبوكات عن طريق الأشعة السينية والكسر وطرق الفحص الأخرى.
أسباب التكوين:
أ. ضعف انكماش الناهض؛ ب. وجود الكثير من الغازات في الشحنة؛ ج. ارتفاع درجة الحرارة بالقرب من الذراع الداخلي؛ د. وجود الكثير من الرطوبة في قالب الرمل وعدم تجفيف قلب الرمل;
ه. الرش غير المناسب لطلاء القوالب؛ و. وقت الملء غير المناسب للمسبوكات في عملية الصب؛ ح. درجة حرارة عالية جدًا لسائل الألومنيوم وسرعة صب سريعة جدًا.
التدابير الوقائية:
1، تكميل سائل الألومنيوم السائل من الجزء الناهض، وتحسين تصميم البوابة ؛ 2، يجب أن تكون معالجة خبث سائل الألومنيوم السائل، ومعالجة إزالة الغازات كافية وشاملة ؛ 3، قم بتعيين نظام تبريد مجموعة الأجزاء المتقلصة أو وضع كتلة حلقة التبريد (مثل كتلة النحاس المرصعة بالقالب، وما إلى ذلك) وأشكال أخرى لخفض درجة حرارة القالب بالقرب من الذرب الداخلي ؛ 4، التحكم في رطوبة الرمل، لضمان أن الرمل الأساسي للرمل يخبز ويجف ؛ 5، اختر الطلاء المناسب، واجعل مزج الطلاء المقابل غير عقلاني، وقم بتغيير رش الطلاء اختيار الطلاء المناسب، وجعل مزج الطلاء المناسب غير عقلاني، وتغيير طريقة رش الطلاء (كلما اقتربت البوابة، كلما كان الطلاء أرق)، وتوفير التدريب المهني للموظفين المعنيين ؛ 6، تغيير الصب في صب وقت التعبئة، وضبط معلمات العملية ؛ 7، المراقبة في الوقت الحقيقي لدرجة حرارة الألومنيوم السائل، والتحكم في سرعة الصب (زيادة الشاشة أو تغيير شكل الشاشة وطرق أخرى).
10. النمذجة الخاطئة:
الخصائص: اختلال محاذاة أحد أجزاء السبك مع الجزء الآخر عند السطح الفاصل، ويحدث إزاحة نسبية.

أسباب التكوين:
أ. إزاحة إدخالات القالب (على سبيل المثال عدم تشكيل المنزلقات الأربعة في مكانها);
ب. تآكل الأجزاء الموجهة للقالب (تآكل دبابيس وأكمام تثبيت القالب);
ج. ضعف دقة تصنيع القوالب وتجميعها.
التدابير الوقائية: 1، ضبط الكتلة، ليتم تشديدها ؛ 2، استبدال الأجزاء التوجيهية ؛ 3، تصحيح القالب لإزالة الأخطاء.
اختيار مزود خدمة الصب بالقالب بالجاذبية المناسب
الصب بالجاذبية هي عملية بسيطة وفعالة لصب المعادن، ولكنها لا تزال تتطلب بعض المعرفة والخبرة. يمكن تحقيق دقة وجودة أعلى من خلال التخصص في تقنيات الصب بالجاذبية. ولذلك، فمن الحكمة اختيار مزود خدمة محترف مثل Ningbo Hersin للاستعانة بمصادر خارجية لتلبية احتياجاتك من الصب.
في Ningbo Hexin، يتمتع فريق مهندسينا بسنوات عديدة من الخبرة في مجال الصب بالجاذبية وهم قادرون على تقديم المشورة لك بشأن عملية الصب الأنسب لمشروعك. وباعتبارنا شركة حاصلة على شهادة الأيزو 9001:2015، فنحن مجهزون بأحدث معدات الصب لضمان إنتاج أجزاء عالية الجودة. من خلال تحميل ملفات التصميم الخاصة بك من خلال منصتنا عبر الإنترنت، سوف تتلقى عرض أسعار دقيق وتحليل فني في غضون 12 ساعة، مما يساعدك على إكمال مشروعك بكفاءة أكبر.
الأسئلة الشائعة والأجوبة
أسباب عيوب المسامية؟
ينتج عن ذلك سوء التنفيس أو سوء تكرير سائل الألومنيوم أو سرعات الصب العالية جدًا.
يبدو أن سبائك الألومنيوم المسبوكات المصنوعة من سبائك الألومنيوم هي سبب النمط؟
تحدث الأنماط بشكل عام بسبب سرعات التعبئة العالية جدًا أو رش الطلاء غير المتساوية.
أسباب التشققات في مصبوبات سبائك الألومنيوم؟
عادةً ما تحدث التشققات بسبب التصميم غير العقلاني لهيكل الصب، أو درجة حرارة القالب غير المناسبة أو العناصر الضارة الزائدة في سائل الألومنيوم.
كيف تتجنب الصب الناقص في صب الألومنيوم بالجاذبية؟
تحسين سيولة محلول الألومنيوم (زيادة درجة حرارة ماء الألومنيوم، وإضافة عناصر محددة)، وزيادة المقطع العرضي للبوابة الداخلية وتحسين ظروف تنفيس القالب (زيادة سدادات التنفيس)















