
Aluminum surface treatment process
Date: 2024-10-21 Categories: Blog Views: 1231
Aluminum surface treatment processes can be divided into.
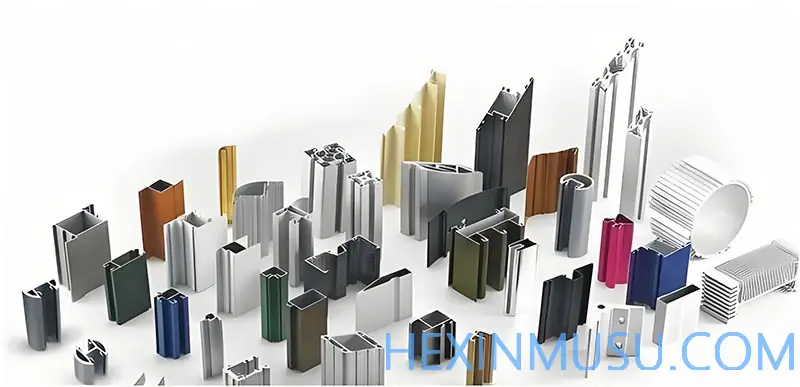
- Mechanical surface treatment process: Processing the surface of aluminum by mechanical means to improve its appearance, wear resistance, increase adhesion, etc.
- Chemical surface treatment process: The main purpose is to change the composition, structure and properties of the aluminum surface through chemical reaction to improve its corrosion resistance, wear resistance, decorative and functionality.
What are the surface treatment processes for aluminum?
I. Polishing
Polishing is a common aluminum machining method designed to reduce the roughness of the surface of a workpiece through mechanical, chemical or electrochemical action, resulting in a bright and flat surface. This processing method utilizes polishing tools and abrasive particles or other polishing media to modify the surface of the workpiece. The main purpose of polishing is not to improve the dimensional or geometrical accuracy of the workpiece, but rather to focus on obtaining a smooth surface or mirror shine. In some cases, polishing is also used to eliminate luster, i.e., matting. A common tool used in the polishing process is the polishing wheel, which is usually made of multiple layers of canvas, felt or leather laminated together and clamped on both sides by a circular metal plate. The rim of the wheel is coated with a polishing compound, which consists of a homogeneous mixture of micronized abrasives and grease. When polishing, the polishing wheel is pressed against the workpiece in a high-speed rotation (the circumferential speed is usually more than 20 m/s), so that the abrasive material produces tumbling and micro-cutting effects on the surface of the workpiece, thus achieving a bright processing effect. After polishing treatment, the roughness of the workpiece surface can generally reach Ra0.63~0.01 micron. According to different polishing stages, such as rough polishing (basic polishing process), medium polishing (finishing process) and fine polishing (varnishing process), it is crucial to choose the right polishing wheel and polishing agent. This not only achieves optimum polishing results, but also significantly improves polishing efficiency. Due to the brighter and more beautiful surface, in ChinaHigh Pressure Die CastingThe company often applies it to automotive decorative parts, aluminum modified car parts, etc..


II.sandblast
The basic principle of the sandblasting process is to use compressed air as a power source to drive the spray material (including copper ore, quartz sand, emery, iron sand, Hainan sand, etc.) to form a high-speed jet beam to the surface to be cleaned by spraying a high concentration of small abrasive particles to remove rust, oxidized skin, or other surface contaminants (and to obtain a suitable rough surface). The surface is subjected to the friction of the abrasive particles impacted at a high velocity. The surface of the substrate is cleaned and roughened by the impact and cutting action of the high-speed abrasive stream. The process not only change the form of the outer surface of the workpiece, but also through the role of abrasive on the surface, give the workpiece a certain degree of cleanliness and different roughness (by changing the size of the impact material to control the surface roughness of aluminum), often used by the Chinese high-pressure die casting supplier as aluminum die casting products on the surface of the treatment process, or other surface treatment of the pre-treatment over the process.

Casting automobile parts sand blasting and shot blasting
sandblast
III. Drawing
Aluminum wire drawing process is a unique surface treatment means, can reflect the texture of the metal material, it is through the workpiece surface grinding, carefully create a delicate and uniform line pattern, so as to give the aluminum profile with decorative beauty. According to the different patterns after drawing, aluminum profile drawing process can be divided into various types, including straight drawing, messy drawing, ripple and spinning, each of which shows a unique visual effect. This surface brushing not only highlights the unique texture of the metal material, but also enhances the wear resistance and corrosion resistance of the product, as the brushed effect will have a very subtle convex and concave effect. Therefore, wire drawing is also used as a repair process, because the metal surface local scratches, the whole surface with wire drawing machine to make consistent scratches (reduce wall thickness) ------- cover the scratches.
IV. Anodizing
An electrolytic oxidation process in which aluminum andaluminumThe surface is usually transformed into an oxide film, which is protective, decorative and has a number of other functional properties.Anodizing of aluminum from this definition includes only the part of the process that generates the anodic oxide film. A metal or alloy part is used as an anode to form an oxide film on its surface by electrolysis. The metal oxide film changes the surface state and performance, such as surface coloring, improving corrosion resistance, enhancing wear resistance and hardness, and protecting the metal surface. For example, aluminum anodic oxidation, aluminum and its alloys placed in the corresponding electrolyte (such as sulfuric acid, chromic acid, oxalic acid, etc.) as the anode, under specific conditions and the role of the applied current, electrolysis. Anode of aluminum or its alloy oxidation, the formation of a thin layer of aluminum oxide on the surface, the thickness of 5 ~ 30 microns, hard anodic oxide film up to 25 ~ 150 microns. After anodic oxidation of aluminum or its alloys, improve its hardness and wear resistance, up to 250 ~ 500 kg / mm2, good heat resistance, hard anodic oxidation film melting point of up to 2320K, excellent insulation, breakdown voltage of up to 2000V, enhanced corrosion resistance, in ω = 0.03NaCl salt spray after thousands of hours of non-corrosion. Oxide film thin layer with a large number of microporous, can adsorb a variety of lubricants, suitable for the manufacture of engine cylinders or other wear parts; membrane microporous adsorption capacity can be colored into a variety of beautiful and colorful colors. Non-ferrous metals or their alloys (such as aluminum, magnesium and its alloys, etc.) can be anodic oxidation treatment, this method is widely used in machinery parts, aircraft and automobile parts, precision instruments and radio equipment, daily necessities and architectural decoration and other aspects. Generally speaking, the anode is aluminum or aluminum alloy as the anode, the cathode is selected lead plate, the aluminum and lead plate together in aqueous solution, which has sulfuric acid, oxalic acid, chromic acid, etc., for electrolysis, so that the surface of the aluminum and lead plate to form a kind of oxide film. Of these acids, the most widely used is anodizing with sulfuric acid.
process
Single color, gradient color: polishing/sandblasting/drawing→degreasing→anodizing→neutralizing→dyeing→sealing→drying two-color: ①polishing/sandblasting/drawing→degreasing→masking→anodizing1→anodizing2 →sealing→drying ②polishing/sandblasting/drawing→degreasing→anodizing1 →radium engraving→anodizing2 →sealing→drying
Technical characteristics
1、Improve the strength,2、Achieve any color except white.3、Achieve nickel-free sealing holes to meet the nickel-free requirements of Europe, the United States and other countries.
V. The electrophoresis process is divided into anodic electrophoresis and cathodic electrophoresis.If the paint particles are negatively charged and the workpiece is the anode, the paint particles are deposited into a film on the workpiece under the action of electric field force, which is called anodic electrophoresis; on the contrary, if the paint particles are positively charged and the workpiece is the cathode, the paint particles are deposited into a film on the workpiece, which is called cathodic electrophoresis.The general process flow of anodic electrophoresis is:Pre-treatment of workpiece (oil removal → hot water washing → rust removal → cold water washing → phosphating → hot water washing → passivation) → anodic electrophoresis → post-treatment of workpiece (clear water washing → drying).
- 1. Degreasing.The solution is generally a hot alkaline chemical degreasing solution at 60°C (steam heating) for about 20min.
- 2、Hot water washing. Temperature 60°C (steam heating), time 2min.
- 3. Rust removal.Use H2SO4 or HCl , for example, with hydrochloric acid descaling solution, HCl total acidity ≥ 43 points; free acidity > 41 points; add cleaner 1.5%; wash at room temperature for 10-20min.
- 4. Wash in cold water.Wash in cold water in the flow for 1min.
- 5. Phosphatization.Phosphate with medium temperature (60 ℃ phosphate 10min), phosphate solution can be commercially available finished products. The above process can also be replaced by sandblasting → washing.
- 6. Passivation.Use the medicine that matches the phosphating solution (provided by the manufacturer who sells the phosphating solution) for 1 to 2min at room temperature.
- 7. Anodic electrophoresis.Electrolyte composition: H08-1 black electrophoresis paint, solid mass fraction 9%~12%, distilled water mass fraction 88%~91%. voltage: (70±10)V; time: 2~2.5min; paint temperature: 15~35℃; paint PH value: 8~8.5. pay attention to disconnecting the workpiece in and out of the tank. The current will decrease gradually with the thickening of the paint film during the electrophoresis process.
- 8. Wash with water.Wash under running cold water.
- 9. Drying.It can be baked in the oven at (165±5)℃ for 40-60min.
VI. PVD
PVD is the abbreviation of English Physical Vapor Deposition (Physical Vapor Deposition), which refers to the use of low-voltage, high-current arc discharge technology under vacuum conditions, the use of gas discharge to make the target material evaporation and the evaporated material and the gas are ionized, the use of the accelerating effect of the electric field, so that the evaporated material and its reaction products are deposited on the workpiece.Physical vapor deposition technology process is simple, improve the environment, no pollution, less consumables, uniform and dense film, strong bonding with the substrate. The technology is widely used in aerospace, electronics, optics, machinery, construction, light industry, metallurgy, materials and other fields, can be prepared with wear-resistant, corrosion-resistant decorative, decorative, electrically conductive, insulating, photoconductive, piezoelectric, magnetic, lubricating, superconducting and other characteristics of the film layer.
VII. Electroplating
(Electroplating) is the process of plating a thin layer of other metals or alloys on the surface of certain metals using the principle of electrolysis.Is the use of electrolysis to make metal or other materials on the surface of the parts attached to a layer of metal film process to prevent metal oxidation (such as corrosion), to improve wear resistance, electrical conductivity, reflectivity, corrosion resistance (copper sulfate, etc.) and to enhance the role of aesthetics and so on. Many of the outer layer of the coin is also electroplated.
VIII. Etching
Usually referred to as photochemical etching, also known as photochemical etching, refers to the exposure of the plate, after developing, to be etched in the area of the removal of the protective film, in contact with the chemical solution in the etching, to achieve the role of the dissolution of the corrosion, the formation of concave-convex or hollowing out of the effect of molding. Process: Exposure method:Engineering according to the graphics to open the preparation size - material preparation - material cleaning - drying → film or coating → drying → exposure → development → drying - etching → de-filming → OKScreen Printing Method:Opening→Cleaning sheet (stainless steel and other metal materials)→Screen printing→Etching→De-filming→OK
IX. Spraying
Spraying is a coating method in which the spray gun or disc atomizer is used to apply uniform and fine droplets to the surface of the object to be coated by means of pressure or centrifugal force.Can be divided into air spraying, airless spraying, electrostatic spraying and the above basic spraying forms of various derivatives, such as high flow low pressure atomized spraying, thermal spraying, automatic spraying, multi-group spraying and so on. Spraying operation is highly efficient, suitable for manual work and industrial automation production, a wide range of applications mainly hardware, plastics, furniture, military, ships and other fields, is now the most common application of a coating method; spraying operation requires environmental requirements have a million to one hundred dust-free workshop, spraying equipment has a spray gun, spray booth, paint room, paint room, curing furnace / drying oven, spraying workpiece conveyor operating equipment, mist elimination and waste water, exhaust gas treatment equipment, etc.. Waste water, exhaust gas treatment equipment, etc. High-flow, low-pressure atomized spraying is low atomizing air pressure and low air jet speed. The low running speed of the atomized paint improves the paint bouncing off the surface of the coated object. The paint up rate is improved from 30%~40% of normal air spraying to 65%~85%. In light leather finishing the finishing is sprayed on the leather surface by spray gun or slurry sprayer.
X. Laser engraving
Also called laser engraving or laser marking, it is a process of surface treatment using optical principles.Utilizes a high intensity focused laser beam emitted by a laser at the focal point . The material is oxidized and processed. The effect of marking is to reveal the deeper material through the evaporation of the surface material, or to produce traces through the chemical and physical changes of the surface material caused by the light energy, or to "carve" the traces by burning off part of the material through the light energy, or to reveal the desired etching of the figure or text by burning off part of the material through the light energy.















