
Análisis en profundidad de todo el proceso de soldadura por fricción
Fecha:2025-03-08 Categorías:Blog Vistas:23
Definición de soldadura por fricción
La soldadura por fricción es el uso de movimiento de fricción relativa de la soldadura para lograr el calor generado por la fricción relativa del material para lograr una conexión fiable de un método de soldadura a presión. El proceso de soldadura está bajo la acción de la presión, el movimiento relativo del material a soldar entre la fricción, de modo que la interfaz y su temperatura cercana se eleva y alcanza un estado termoplástico, con el papel de la fuerza de forja superior película de oxidación interfacial roto, el material se somete a la deformación plástica y el flujo, a través de la interfaz de los elementos de la difusión y recristalización de reacción metalúrgica y la formación de juntas.
Principio de la soldadura por fricción
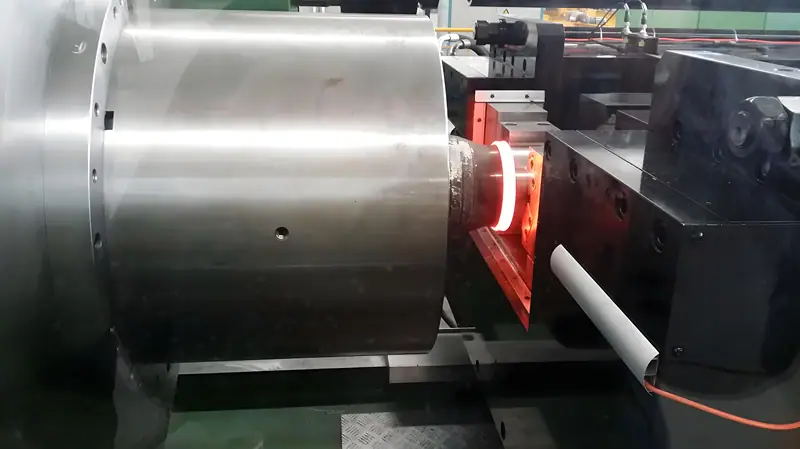
Dos piezas metálicas de sección circular se sujetan antes de la soldadura por fricción en un mandril que puede girar y un mandril que puede avanzar y presurizarse. Al comienzo de la soldadura, la pieza 1 se hace girar a gran velocidad, la pieza 2 se desplaza en la dirección de la pieza 1 y se pone en contacto, y se aplica una presión de fricción suficientemente grande para iniciar el proceso de calentamiento por fricción. Después de la fricción durante un período de tiempo, la temperatura del metal de unión alcanza la temperatura de soldadura, detener la rotación de la pieza de trabajo 1, y al mismo tiempo, el rápido movimiento de la pieza de trabajo 2 para aplicar la presión de forja superior, a fin de producir la deformación de forja superior y completar la soldadura.
Clasificación de la soldadura por fricción
Existen muchos métodos de soldadura por fricción, generalmente categorizados según el movimiento relativo de la soldadura y las características del proceso, los principales métodos incluyen:
- Soldadura por fricción de arrastre continuo
- Soldadura por fricción de fase controlada
- soldadura por fricción inercial
- soldadura por fricción
- Soldadura por fricción empotrada
- Soldadura por fricción del tercer cuerpo
- Revestimiento por fricción
Soldadura continua por fricción
Bajo la acción de la presión de fricción, las interfaces soldadas entran en contacto entre sí, la fricción a través del movimiento relativo, de modo que la energía mecánica se convierte en energía térmica, el calor de fricción se utiliza para eliminar los óxidos en las interfaces, y se forma una unión fiable bajo la acción de la fuerza de forja superior. Este es un tipo común de soldadura por fricción, en el proceso de soldadura, la pieza de trabajo es impulsada continuamente por el motor del husillo, girando a una velocidad constante, hasta que alcanza el tiempo especificado de fricción o deformación por fricción, la pieza de trabajo inmediatamente deja de girar y soldadura de forja superior.
soldadura por fricción inercial
El extremo giratorio de la pieza de trabajo se sujeta en el volante, y el proceso de soldadura se inicia acelerando el volante y el extremo giratorio de la pieza de trabajo hasta alcanzar una determinada velocidad de giro; a continuación, el volante se desacopla del motor principal y el extremo móvil de la pieza de trabajo avanza para iniciar el calentamiento por fricción. El volante es frenado por el par de fricción, la velocidad se reduce gradualmente y el proceso de soldadura finaliza cuando la velocidad es cero.
soldadura por fricción en fase
Se utiliza principalmente para los requisitos de posición relativa de la pieza de trabajo, tales como acero hexagonal, acero octogonal, joysticks de automoción, etc, requiere que las puntas están alineados después de la soldadura, la dirección de la derecha o la fase para cumplir con los requisitos. Los principales métodos son:
- Soldadura mecánica por fricción de fase sincronizada
- Soldadura por fricción
- Soldadura por fricción de accionamiento sincronizado
Soldadura por fricción radial
El tubo que se va a soldar está biselado, con un mandril en el interior del tubo, provisto de un anillo giratorio con una superficie biselada, que gira y aplica presión de fricción radial a los dos tubos durante la soldadura, y la presión de forja superior se aplica al final del calentamiento por fricción.
Revestimiento por fricción
La barra redonda de metal de revestimiento gira a gran velocidad y ejerce una presión de fricción sobre el metal de base. Debido al gran volumen del metal base, la conductividad térmica es buena y la velocidad de enfriamiento es rápida. De este modo, la superficie de fricción de la interfaz entre el metal de revestimiento y el metal base pasa al lado del metal de revestimiento. Al mismo tiempo, el metal de revestimiento se condensa y pasa al metal base para formar la pulpa de soldadura del revestimiento. Cuando el metal base gira o se mueve con respecto a la barra de metal de revestimiento, se forma una soldadura superficial en el metal base.
soldadura lineal por fricción
Dos piezas de trabajo a soldar un fijo, otro a una velocidad determinada para el movimiento alternativo, o dos piezas de trabajo para el movimiento alternativo relativo, bajo la acción de la presión de las dos piezas de trabajo de la interfaz de fricción genera calor, a fin de lograr la soldadura.
soldadura por fricción
Será un material duro resistente a altas temperaturas de una determinada forma de la aguja de agitación girando profundamente en los dos materiales soldados conectados al borde de la cabeza de agitación para ajustar la rotación de las dos soldaduras conectados al borde de una gran cantidad de calor de fricción, que en la conexión del ablandamiento de plástico del metal producido en la conexión de la zona, el ablandamiento de plástico de la zona en la cabeza de agitación bajo la acción de la agitación, extrusión, y con la cabeza de agitación de la rotación a lo largo de la soldadura de flujo hacia atrás, la formación de un flujo de metal de plástico, y la agitación de la cabeza lejos del proceso de enfriamiento y extrusión y formación de fase sólida uniones soldadas. La zona de plástico reblandecido se agita y aprieta bajo la acción del cabezal agitador, y fluye hacia atrás a lo largo del cordón de soldadura con la rotación del cabezal agitador, formando un flujo de metal plástico, y en el proceso de enfriamiento tras la salida del cabezal agitador, se aprieta para formar una unión soldada en fase sólida.
Soldadura orbital por fricción
La soldadura por fricción orbital es un método de soldadura de nuevo desarrollo, utilizado principalmente para la soldadura de piezas de sección no circular. Pieza de trabajo de soldadura por fricción orbital lineal a lo largo de una pista recta, con una cierta amplitud y frecuencia para asegurar que la velocidad de vibración para alcanzar el valor requerido, de modo que la superficie de soldadura para hacer la fricción de vibración repetida relativa. Órbita circular de soldadura por fricción de la pieza de trabajo de cada masa con el mismo radio y velocidad, a lo largo de la órbita circular para que la superficie de soldadura para hacer el movimiento relativo de fricción. Cuando la junta se calienta a la temperatura de soldadura, el movimiento de fricción de la pieza de trabajo se detiene y se lleva a cabo la soldadura superior.
Proceso de soldadura por fricción
Características del proceso
vantage:
- Corto tiempo de construcción de la soldadura y alta productividad.
- Pequeña distorsión de soldadura, alta precisión dimensional después de la soldadura.
- Alto grado de mecanización y automatización, calidad de soldadura estable.
- Es adecuado para soldar todo tipo de materiales disímiles, y puede soldar aluminio-acero, aluminio-cobre, titanio-cobre, compuestos intermetálicos-acero, etc., que no pueden soldarse mediante fusión convencional.
- Es posible soldar varillas y tubos del mismo diámetro y de diámetros diferentes.
- La soldadura no produce humo, luz de arco ni gases nocivos y no contamina el medio ambiente.
Desventajas.
1. Es más difícil soldar secciones transversales no circulares, y el equipo necesario es complicado; también es más difícil soldar piezas delgadas en forma de disco y accesorios de tubería de pared delgada porque no son fáciles de sujetar.
2. Es difícil realizar la soldadura por fricción de componentes cuya forma y posición de montaje ya se han determinado.
3. Las juntas son propensas al desgaste y deben mecanizarse después de la soldadura.
4. La pieza de sujeción es fácil que produzca arañazos o marcas de sujeción.
Proceso de soldadura por fricción
La soldadura por fricción es una técnica de unión en estado sólido muy eficaz que se centra en la unión metalúrgica de materiales mediante calor por fricción y fuerzas mecánicas. El proceso comienza con la fijación precisa de la pieza de trabajo: normalmente, un lado de la pieza se sujeta firmemente en una fijación, mientras que el otro lado se conecta a un accionamiento giratorio para garantizar que las superficies de contacto estén limpias y planas. Cuando se activa la máquina, la pieza giratoria entra en estrecho contacto con la pieza fija bajo presión axial, y la fricción a alta velocidad genera instantáneamente altas temperaturas en la interfaz, que penetran rápidamente en el material y lo llevan a un estado plástico. Durante este proceso, la fricción no sólo rompe la capa de óxido de la superficie, sino que también provoca la recristalización dinámica de la red metálica, formando una capa fluida reblandecida. Cuando la temperatura se acumula hasta el punto crítico, el equipo deja de girar con decisión, y a continuación aplica una mayor presión de la parte superior de forja, en este momento, el material ablandado como si se forjara como la fusión por extrusión, el nivel microscópico de difusión atómica y la migración de los límites de grano eliminan por completo los defectos de la superficie de unión, la formación de uniones soldadas densas y sin defectos. Tras el enfriamiento y el conformado, la soldadura está prácticamente libre de deformaciones y su resistencia puede incluso superar la del material base.
Equipos comunes de soldadura por fricción

Equipos convencionales de soldadura por fricción
El equipo de soldadura por fricción convencional está sólidamente conectado a un mecanismo de control de presión de alta precisión a través de un sistema de accionamiento mecánico, cuyo núcleo consta de un módulo de potencia de husillo, un dispositivo de presión hidráulica y un sistema de control inteligente. El equipo adopta un diseño modular, que puede adaptarse con flexibilidad a los requisitos de sujeción de ejes, tubos y piezas de trabajo conformadas, realizando una soldadura eficiente de componentes clave del motor en el campo de la fabricación de automóviles, y apoyándose en el sistema de monitorización en tiempo real para completar la conexión fiable de materiales de aleación de alta resistencia en el campo militar. En comparación con el proceso de soldadura tradicional, el equipo tiene ventajas significativas en el control del consumo de energía y la calidad de la unión, con tecnología de fusión multisensor, puede cumplir con la industria aeroespacial, el tránsito ferroviario y otras industrias en los estrictos requisitos de soldadura de precisión, convirtiéndose en el equipo central para la producción industrial en masa.
Equipos de soldadura por fricción-agitación
El equipo de soldadura por fricción (FSW) es un avanzado equipo de soldadura desarrollado sobre la base del principio de unión en estado sólido, y su principal innovación radica en el uso de un cabezal agitador especial para lograr el flujo plástico y la unión metalúrgica de los materiales. El equipo consta principalmente de un cuerpo de alta rigidez, un sistema de accionamiento giratorio, un módulo de control de temperatura de precisión y una unidad de detección de posición de fuerza tridimensional. A través de la acción sinérgica de la aguja agitadora y el hombro del eje, el proceso de soldadura puede completarse sin necesidad de fusión.aluminioEsta tecnología puede utilizarse para la unión sin juntas de materiales de alto punto de fusión, como las aleaciones de magnesio. En comparación con la soldadura por fricción tradicional, esta tecnología mejora significativamente la calidad de la soldadura de chapas finas, realiza el moldeado integrado de piel-esqueleto en el campo aeroespacial, y se utiliza ampliamente en la fabricación de bandejas de baterías para vehículos de nueva energía, con una resistencia del cordón de soldadura de hasta más de 95% del material base. El último equipo integra algoritmos de control adaptativo y guiado por visión, que pueden ajustar dinámicamente los parámetros de soldadura y superar con éxito el cuello de botella de la tecnología de unión de materiales distintos (por ejemplo, aluminio/cobre, aluminio/acero).














