
Proceso y principio de la fundición a presión diferencial
Fecha:2024-11-27 Categorías:Blog Vistas:1319
¿Qué es la fundición a presión diferencial?
fundición a presión diferencial(también conocido como fundición a contrapresión), es el metal líquido en la presión diferencial, llenando a una cierta presión antes de la fundición, cristalización, solidificación y obtener piezas fundidas de un método de proceso. Se trata defundición a baja presiónCombinación de dos procesos, cristalización y solidificación bajo presión.
El proceso puede basarse en la forma de la pieza fundida, los requisitos del proceso y las características de la pieza fundida, ajustar la presión en la cavidad, para que el metal líquido se controle para que fluya hacia la pieza fundida, y bajo la condición de no cambiar el estado de la fuerza de fundición, para que la pieza fundida se solidifique a una presión más alta, la pieza fundida es difícil de utilizar otros métodos de conformado para producir piezas fundidas de aluminio complejas, de paredes finas y enteras, para resolver la tecnología de fundición de piezas fundidas, ¡una clave importante.
Principio de funcionamiento de la fundición a presión diferencial.
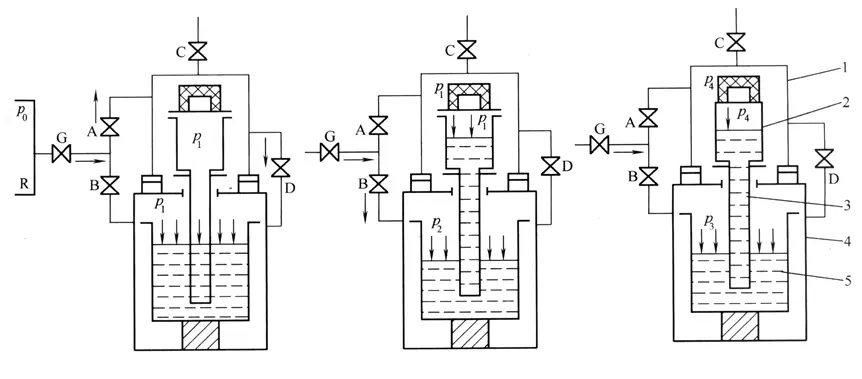
A. Hinchable
B. Presurización
C. Reducción del estrés
El molde se coloca en el cilindro de presión superior, el horno de crisol se coloca en el cilindro de presión inferior, los cilindros de presión superior e inferior están separados por un espaciador, y el tubo elevador de líquido conecta el molde con el horno de mantenimiento.
Los métodos de llenado de líquidos metálicos son:
1) Método de presurización:
2) Ley de reducción del estrés:
Características del proceso de fundición a presión diferencial:
Debido a que la presión diferencial de fundición de metal líquido está bajo una cierta presión de llenado, por lo que traer una serie de factores propicios para la obtención de piezas de fundición de alta calidad.
(1) Se puede controlar la velocidad de carga; se pueden obtener diferentes diferencias de presión ⊿P-velocidad de carga para obtener la velocidad de carga óptima;
(2) Se puede obtener la mejor calidad del líquido de llenado del molde y evitar inclusiones extrañas en el molde.
(3) Debido a la cristalización y solidificación a alta presión, se mejoran las condiciones de fundición, con lo que se mejora considerablemente la densidad de la pieza fundida; la pieza fundida puede tener un grosor local de hasta 0,25 mm y un contorno claro.
(4) en el período de conservación de la presión, la fundición se encuentra todavía en un estado de alta presión, bajo la acción de la presión externa, producirá una pequeña cantidad de deformación plástica, reduciendo así la "micro-contracción", mejorar las propiedades mecánicas de la fundición; en comparación con la fundición a baja presión, la resistencia a la tracción de la fundición a presión diferencial se puede aumentar en un 10-50 por ciento, la elongación se puede aumentar en un 25-50 por ciento.
(5) La cristalización y solidificación a alta presión puede aumentar la solubilidad del gas en el líquido metálico, lo que puede reducir en gran medida la fundición de defectos de "porosidad" y "pinhole".
(6) Mejora de la calidad de la superficie de fundición ---- Debido a la ajustabilidad de la presión diferencial ⊿P, por lo tanto, es posible reducir la "segregación en frío" y la "adherencia mecánica de la arena" a través de la presión diferencial ⊿P;
(7) Es posible el vertido en atmósfera controlada;
(8) Facilita la mecanización y la automatización, aumenta la productividad laboral, reduce los esfuerzos de limpieza y mejora las condiciones laborales.
Comparación de las propiedades mecánicas de las aleaciones de aluminio entre la fundición a presión diferencial y la fundición a baja presión
| Método de colada | propiedades mecánicas | ZL101 | ZL102 | ||
| Grosor de la pared 5 mm | Espesor de pared 20 mm | Grosor de la pared 5 mm | Espesor de pared 20 mm | ||
| fundición a presión diferencial | Resistencia a la tracción σb/Mpa | 171 | 190 | 190 | 184 |
| Alargamiento a la rotura δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| fundición a baja presión | Resistencia a la tracción σb /Mpa | 171 | 132 | 168 | 143 |
| Alargamiento a la rotura δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
Diseño estructural de equipos de fundición a presión diferencial
Los equipos de fundición a presión diferencial constan de tres componentes principales: unidad central, control de presión y suministro de aire.

Perfil del equipo de fundición a presión diferencial
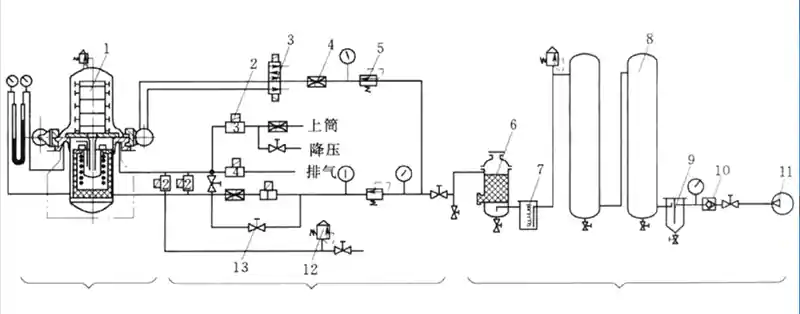
Sección de equipamiento principal
Sección de control de la presión
componente de suministro de aire
1) Diseño del depósito a presión: Sección de cabeza
2) Mecanismo de bloqueo
3) Método de inflado: sistema de control neumático y sus dispositivos auxiliares.
Diseño del proceso de fundición a presión diferencial
1) Selección de la posición de colada
Establecer la posición de colada, para hacer la colada desde lejos del bebedero primera solidificación, bebedero última solidificación, para lograr la secuencia de colada solidificación, a menudo la colada de piezas de pared delgada lejos del bebedero, de modo que el metal líquido se introduce desde la pared gruesa, y la posición de colada de fundición a baja presión es la misma que la selección de la elección de la ubicación de la colada.
2) Prestación por mecanizado y prestación por proceso
En el caso de piezas fundidas con un espesor de pared uniforme, para conseguir una solidificación secuencial en la dirección de la compuerta, es posible aumentar la sobremedida de mecanizado, y los planos no mecanizados pueden utilizarse con una sobremedida de proceso, de modo que el espesor de pared de la pieza fundida aumente en la dirección del bebedero.
3) Selección del sistema de fundición
(1) Requisitos que debe cumplir un sistema de reparto razonable
① Con la premisa de garantizar el llenado suave del líquido metálico, el llenado debe ser rápido.
② Beneficioso para el bloqueo y el escape de escoria.
(iii) Favorece la solidificación secuencial de las piezas moldeadas.
(2) Forma del sistema de fundición
Generalmente se utiliza el sistema de colada por inyección inferior, las piezas fundidas de aleación de aluminio, magnesio suelen utilizar el sistema de colada abierta, para la altura de piezas fundidas superior a 300mm, se puede elegir el sistema de colada tipo ranura.
4) Contrahuellas y hierro frío
La fundición a presión diferencial refuerza eficazmente la contracción complementaria de la mazarota, por lo que, para juntas calientes gruesas individuales, generalmente sólo es necesario utilizar la mazarota oscura. El hierro frío se utiliza a menudo junto con las bandas y el bebedero para acelerar la velocidad de enfriamiento de la colada en las juntas calientes locales, de modo que las juntas calientes y la solidificación de la pared de conexión adyacente al mismo tiempo, con el fin de lograr el propósito de la solidificación secuencial de toda la colada.
Proceso de colada a presión diferencial
(1) Características del proceso de colada a presión diferencial
La presurización diferencial de la colada se divide en 6 etapas
0 a t1: fase de inflación
t1 a t2: Fase de equilibrio de la presión
t2 a t3: Fase de elevación del líquido
t3 a t4: Fase de carga
t4 a t5: Etapa de presión de mantenimiento
t5 a t6: Fase de interconexión
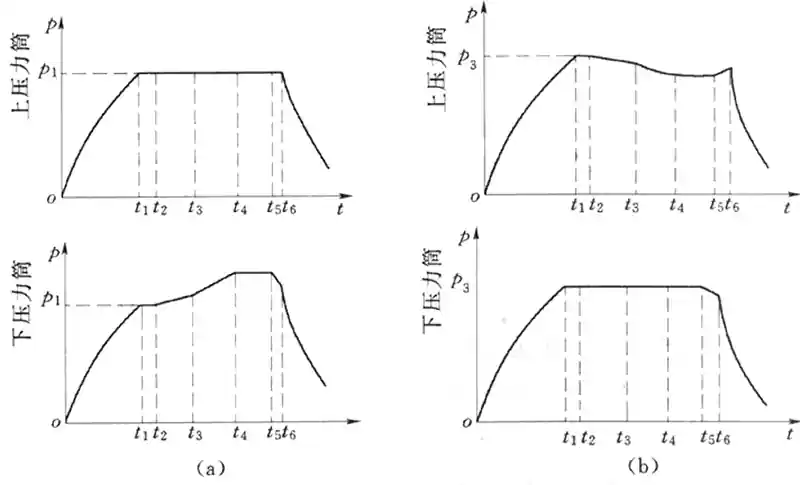
presurización
programa de descompresión
Comparación de los métodos de aumento y reducción de la presión
Método de refuerzo: A partir de la curva característica, se observa que la curva de refuerzo a'b' tiene una segmentación deficiente y la velocidad de llenado del metal líquido fluctuará.
Método de descompresión: La sección ab representa una pequeña proporción de toda la curva y está muy cerca de una línea recta, por lo tanto, el líquido metálico sube suavemente en el método de descompresión.
Selección de los parámetros del proceso
(1) Diferencia de presión de carga Δp
Puede calcularse como p=HρK/10200
(2) Presión de cristalización
Cuanto mayor sea la presión de cristalización, más densa será la fundición y mejores serán sus propiedades mecánicas. La presión de cristalización y la estructura de la colada, las características de cristalización de la aleación y otros factores.
(3) Velocidad de elevación
Para que el líquido metálico suba suave y lentamente. Para evitar salpicaduras, el líquido debe elevarse lentamente.
(4) Velocidad de carga
La velocidad de llenado debe ser superior a la velocidad de subida del líquido, pero no debe ser demasiado rápida, para evitar la generación de inclusiones secundarias. La velocidad de llenado y la complejidad de la colada, el grosor de la pared, el tamaño y el tipo de aleación están relacionados con el tipo de colada utilizado.
(5) Tiempo de espera
El tiempo de mantenimiento debe ser aproximadamente el mismo que el tiempo de solidificación de la colada. Tiempo de mantenimiento y tamaño de la colada, grosor de la pared, tipo de aleación y presión de cristalización. Cuanto mayor sea el grosor de la pared de la pieza fundida, más amplio será el intervalo de temperatura de cristalización de la aleación y más largo el tiempo de mantenimiento.
(6) Temperatura de vertido
Presión diferencial temperatura de colada que la generalfundición gravitacionalPodría ser más bajo.aluminioLa temperatura de vertido puede ser tan baja como 306~0℃.
Aplicaciones de fundición a presión diferencial
Diferencial de fundición a presión es adecuado, además de la arena disponible, también se puede utilizar para el tipo de metal. Una sola pieza, la producción de lotes pequeños se puede utilizar arena, la producción de grandes cantidades, se puede utilizar el tipo de metal. El peso de las piezas fundidas puede ser de menos de 1 kg a más de 100 kg.
En la actualidad, la fundición más grande de China tiene un diámetro de 540 mm, una altura de 890 mm y un grosor de pared de 8 ~ 10 mm. Las aleaciones que pueden fundirse son aleación de aluminio, aleación de zinc, aleación de magnesio, aleación de cobre y acero fundido. Las piezas de fundición producidas incluyen carcasas de motores, válvulas, impulsores, cilindros, cubos de ruedas, ruedas guía de tanques, cascos de barcos, etc.
Las piezas fundidas que están limitadas por el área de proyección o el grosor de la pared en una máquina de fundición a presión pueden producirse mediante fundición a presión diferencial.















