
La Guía Definitiva de la Tecnología de Fundición Centrífuga: Principios/Procesos/Análisis de Aplicaciones Industriales
Fecha:2025-02-23 Categorías:Blog Vistas:1202
¿Qué es la fundición centrífuga?

La fundición centrífuga es un proceso de conformación de líquidos en el que el metal líquido se vierte en un molde giratorio por la fuerza centrífuga generada por el molde giratorio (hasta 150 veces la fuerza de la gravedad) en una rotación de alta velocidad (normalmente de 250 a 1500r/min) para que pueda llenar la pieza fundida y solidificarse bajo la acción de la fuerza centrífuga para formar una pieza fundida. Este proceso es especialmente adecuado para la fabricación de camisas de cilindros de motores marinos, piezas aeroespaciales de alta temperatura y otros productos de condiciones de trabajo duras - los datos más medidos muestran que la fundición centrífuga aluminio La resistencia a la tracción de las piezas es más de 25% superior a la de la fundición en arena tradicional.
Cómo funciona la fundición centrífuga
El proceso de fundición centrífuga comienza con la inyección de metal líquido en un molde giratorio a alta temperatura. En función de los requisitos específicos del diseño, el molde puede girar vertical u horizontalmente.
Durante este proceso, la fuerza centrífuga distribuye uniformemente el metal líquido dentro del molde a una presión cercana a varias veces la fuerza de la gravedad. Esta presión aplicada garantiza que la pieza fundida esté libre de grietas, así como de micro y macrodefectos. Es muy similar al proceso de fundición a presión convencional, que también reduce los defectos generales del producto mediante la aplicación de presión.
A medida que se llena el molde, el metal líquido más denso es empujado contra la pared interior del molde giratorio. Además, el metal denso se solidifica direccionalmente desde el centro radial exterior, mientras que las sustancias menos densas y las impurezas flotan hacia el diámetro exterior.
Una vez finalizada la solidificación, se extrae toda la pieza del molde y se mecaniza para eliminar las impurezas que hayan podido quedar en los bordes de la pieza. El resultado final es un material de alta calidad sin huecos ni burbujas internas.
Estos son los sencillos pasos del proceso básico de fundición centrífuga una vez preparado el molde:
- El primer paso, como en cualquier proceso de fundición, es calentar el metal por encima de su punto de fusión.
- El segundo paso consiste en girar el molde para prepararlo para el vertido. Normalmente, la velocidad de rotación oscila entre 300 y 3000 revoluciones por minuto, aunque la velocidad real depende de las características específicas del proyecto.
- A continuación se procede al vertido. Este proceso es relativamente sencillo y no requiere ninguna preparación especial, pero hay que tener especial cuidado porque el vertido se realiza mientras el molde gira.
- Una vez finalizada la colada, se inicia automáticamente el siguiente paso. La rotación no solo ayuda al proceso de enfriamiento, sino que también genera suficiente presión en el molde para garantizar que no se produzcan defectos asociados al proceso de fundición.
- Tras el enfriamiento, el siguiente paso es similar a cualquier otro proceso de fundición. Basta con retirar el molde del dispositivo giratorio y extraer el material de la pieza fundida.
- Por último, se termina el producto final. La rotación centrífuga empuja las impurezas del material hacia los bordes, y la eliminación de estas impurezas mediante mecanizado da como resultado un producto de la calidad deseada.
Dos tipos de máquinas de fundición centrífuga
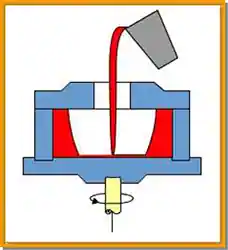
Colada centrífuga vertical
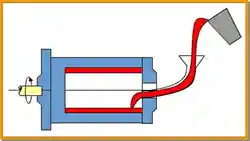
Fundición centrífuga horizontal
Colada centrífuga vertical
Se utiliza principalmente para la producción de piezas de fundición redondas con una altura menor que el diámetro, a veces también es posible colar piezas de fundición con forma con esta máquina de fundición centrífuga..Gracias a la instalación estable de la máquina de colada vertical, es posible utilizar no sólo tipos metálicos, sino también no metálicos, como arena y cáscaras de molde fundidas.
Fundición centrífuga horizontal
Se utiliza principalmente para la producción de piezas moldeadas de manguitos y tubos de longitudes superiores al diámetro.
Tres tipos de fundición centrífuga
| tipología | Estuches de productos | Avance de Ningbo Hexin Craft |
|---|---|---|
| Fundición centrífuga real | Camisa de cilindro diesel (HT300) | Tecnología de fundición de materiales compuestos bimetálicos |
| Colada semicentrífuga | Discos de freno para trenes de alta velocidad (material ADI) | Sistema de refrigeración de excitación de hierro frío de grafito |
| centrifugación | Cuerpo de la válvula hidráulica (ZL104) | Tecnología de colada asistida por vacío |
Características de la fundición centrífuga
(1) Las piezas fundidas se cristalizan bajo la acción de la fuerza centrífuga, con una organización densa, sin defectos como agujeros de contracción, aflojamiento por contracción, agujeros de aire, atrapamiento de escoria, etc., y buenas propiedades mecánicas.
(2) Cuando se moldean piezas huecas redondas, se puede omitir el sistema de machos y colada, lo que simplifica el proceso y ahorra metal.
(3) para facilitar la fabricación de piezas de fundición bimetálicas, tales como casquillos de acero fundido revestimiento de cobre, la superficie de unión es fuerte, resistente al desgaste, puede ahorrar aleación de cobre.
(4) rugosidad de la superficie interna de fundición centrífuga, el tamaño no es fácil de controlar, la necesidad de aumentar la asignación de mecanizado para garantizar la calidad de las piezas fundidas, y no es adecuado para la producción de fácil segregación de la aleación.
Ventajas de la fundición centrífuga:
(1) Cuando se producen piezas fundidas huecas de cuerpo giratorio mediante fundición centrífuga, se pueden omitir el núcleo, el sistema de colada y el elevador.
(2) Debido a la rotación del metal líquido en la fuerza centrífuga resultante, la densidad del metal es empujado a la pared exterior, mientras que la densidad del gas, escoria a la superficie libre de la libre circulación, la formación de solidificación direccional desde el exterior hacia el interior, de modo que la contracción complementaria de las condiciones, la organización de fundición de densa, buenas propiedades mecánicas.
(3) para facilitar la fundición de casquillos "bimetálicos" y azulejos, como en los casquillos de acero fundir una fina capa de casquillos de cobre, puede ahorrar el cobre más caro.
(4) Buena capacidad de llenado.
(5) Eliminación y reducción del consumo en los sistemas de vertido y las canalizaciones verticales.
Desventajas de la fundición centrífuga:
(1) La superficie libre en el interior de la colada es rugosa, con grandes errores dimensionales y mala calidad.
(2) No es adecuado para aleaciones con alta densidad de segregación (por ejemplo, bronce al plomo) y aleaciones ligeras como el aluminio y el magnesio.
Aplicación fundición centrífuga
La fundición centrífuga se utiliza principalmente paraProducción en serie de piezas moldeadas para tubos y tuberíasLos productos pueden utilizarse para los siguientes fines: tubos de hierro, casquillos de cobre, camisas de cilindro, casquillos bimetálicos de cobre con soporte de acero, rodillos de acero resistentes al calor, piezas brutas de tubos de acero sin soldadura, tambores de secado de máquinas de papel, etc., y también pueden utilizarse paraProducción de piezas moldeadas para ruedascomo las ruedas de las bombas y los rotores de los motores.
Comparación de la fundición centrífuga y otros procesos de fundición
| Método de colada | fundición en arena | fundición de precisión | moldeo de metales | Fundición inyectada a alta presión | fundición a baja presión | fundición centrífuga |
| Metales aplicables | arbitrariamente | Sin restricciones, predominantemente acero fundido | Sin restricciones, predominantemente aleaciones no ferrosas | Aluminio, zinc, magnesio y otras aleaciones de bajo punto de fusión | Predominantemente aleaciones no ferrosas, también utilizadas en acero fundido y hierro fundido. | Principalmente hierro fundido y acero fundido |
| Gama de calidad de fundición | sin restricciones | Generalmente menos de25 kg | Principalmente piezas moldeadas de tamaño pequeño y mediano | Generalmente menos de10 kgTambién pueden utilizarse para piezas de fundición de tamaño medio. | Principalmente piezas moldeadas de tamaño pequeño y mediano | sin restricciones |
| volumen de producción | sin restricciones | Producción por lotes y en serie, así como producción de piezas únicas y lotes pequeños. | Lote, fabricación a granel | Lote, fabricación a granel | Lote, fabricación a granel | Lote, fabricación a granel |
| Tolerancias dimensionales de fundición (mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| Rugosidad superficial de las piezas fundidas | rugosidad | Ra25~Ra3.2 | Ra25~Ra12,5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | Rugosidad de la superficie interior |
| Organización del grano de fundición en estado fundido | grano grueso | grano grueso | grano | Grano fino, muchos poros internos | grano | |
| tolerancia (es decir, error permitido) | más antiguo | Poco o ningún tratamiento | algunos | Poco o ningún tratamiento | comparativamente pequeño | Grandes márgenes de mecanizado en las superficies internas |
| Productividad (nivel general de mecanización) | Bajo, medio | Bajo, medio | Media y alta | supremo | medio | Media y alta |
| Espesor mínimo de las paredes de las piezas moldeadas (mm) | 3.0 | en general0.7 | aluminio2~3 | 0.5~1.0 | habitual2.0 |
PREGUNTAS FRECUENTESFaqs
P1: ¿Cuál es el tamaño máximo de las piezas de fundición centrífuga que se pueden procesar?
→ diámetro Φ2,5 m × longitud 8 m (peso de la pieza única 20 toneladas).
P2: ¿Cómo resolver el problema de la segregación en la colada centrífuga?
→ Programa recomendado: adopciónCampo electromagnético pulsado + refrigeración por gradienteproceso compuesto
P3: ¿Es económico hacer pequeños lotes de prueba?
→ Se recomienda la fundición en arena de <50 piezas, los costes del molde son demasiado elevados.















