
Extrusion d'alliages d'aluminium : principes, optimisation des procédés et perspectives d'applications futures
Temps de publication:2024-12-04 Trier par:Le blog Nombre de vues:994
Classification des alliages d'aluminium
Classification de l'aluminium cuit
(a) Classification par éléments d'alliage
1. x x x x indique les pièces et panneaux en aluminium pur de 99,0% ou plus 85/KG.
2. x x x indique un alliage aluminium-cuivre
3. x x x indique les alliages d'aluminium et de manganèse
4. x x x x indique les alliages aluminium-silicium
5. x x x indique un alliage d'aluminium et de magnésium (importé de Suisse)
6. x x x x indique l'alliage aluminium-magnésium-silicium T5 6063 6061
7. x x x indique les alliages d'aluminium, de zinc et de magnésium
8. x x x indique les alliages de systèmes autres que ceux mentionnés ci-dessus
9. x x x indique un autre numéro de classification.
(b) Classification par mécanisme de renforcement
1. l'écrouissagealuminium1 x x x, 3 x x x, 4 x x x, 5 x x x
2. alliages d'aluminium renforcés pouvant subir un traitement thermique : 2××××, 6××××, 7××××
Classification des alliages d'aluminium moulés
| Al (teneur en Al minimale de 99,0% ou plus) | 1 ××-× |
| Alliages Al-Cu | 2 ××-× |
| Alliages Al-Si avec Cu et Mg ou Mg | 3 ××-× |
| Alliages Al-Si | 3 ××-× |
| Alliages Al-Mg | 4 ××-× |
| Systèmes non utilisés | 5 ××-× |
| Alliages Al-Zn | 7 ××-× |
| Alliage Al-Su | 8 ××-× |
Introduction à l'extrusion de l'aluminium (aluminium étiré) :
A. Principes de traitement :
Les lingots d'aluminium ramollis à haute température enextrusion d'aluminiumSous l'effet de la forte extrusion de la machine, il traverse le moule d'extrusion de l'aluminium et forme les produits en profilé d'aluminium avec la forme requise.
B. Utilisations et exemples d'extrusion de l'aluminium :
Matériaux de construction, industrie aérospatiale, industrie des moyens de subsistance de la population, électronique de précision, pièces optiques, automobile, industrie de l'information, etc.
Exemples : Portes et fenêtres en aluminium, matériaux de construction pour murs-rideaux
Installation de dispositifs antichute sur les pylônes et les structures
Puits de chaleur et pièces externes pour composants électroniques
Échelle en aluminium
Sièges et garde-corps pour parcs et jardins
Panneaux publicitaires et enseignes
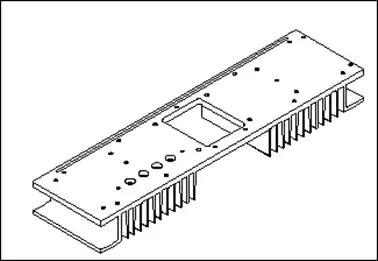
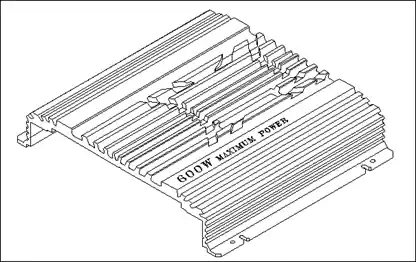
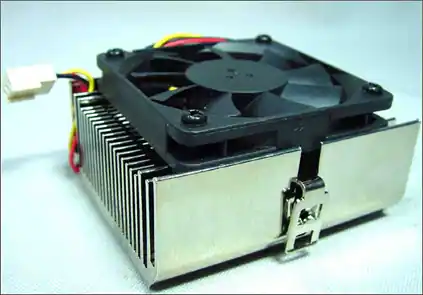
Cas I.
Dissipateurs thermiques pour automobiles, composants électroniques, unités centrales d'ordinateurs, etc.
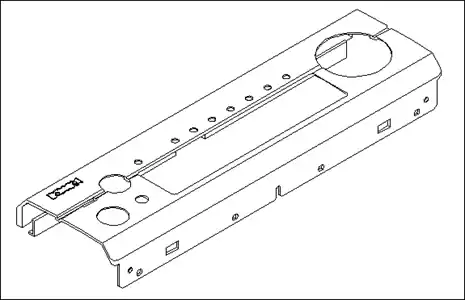

Cas II.
Les tubes de haut-parleurs audio, les boîtiers d'amplificateurs DVD et d'autres produits d'apparence, sont maintenant progressivement appliqués aux boîtiers de MP4, MP3, téléphones portables et autres petits produits électroniques ci-dessus.
Aluminium extrudé Matériaux courants
Extrusion d'aluminium 6063 : (un des alliages de travail AL-Mg-Si)
Composition chimique (%)
| Silicium (Si) | Fer (Fe) | Cuivre (Cu) | Manganèse (Mn) | Magnésium (Mg) | Chrome (Cr) | Zinc (Zn) | Titane (Ti) | Autres éléments | Aluminium (Al) | |
| divers | Total | |||||||||
| 0.20.1¯ | 0.35¯ | 0.1¯ | 0.1¯ | 0.60.45 | -0.9¯ | 0.1¯ | 0.1¯ | 0.05¯ | 0.15¯ | soldes |
<Traitement thermique T5.
Désigne le matériau extrudé à partir du processus d'extrusion à haute température après refroidissement, par le biais du processus de travail à froid et du traitement de durcissement artificiel par vieillissement.
Traitement de fusion 520°C vieillissement 205°C pendant environ 2 heures
Propriétés mécaniques du type extrudé 6063-T5.
| Résistance à la traction Kg/mm2 | Limite d'élasticité Kg/mm2 | Élongation % |
| 15 ou plus | 11+ | 8 ou plus |
Les normes ci-dessus sont basées sur les normes nationales chinoises CN82068 et 2257.
Processus de fabrication des profilés d'extrusion en aluminium :
Mélange→Fonte et moulage→Analyse de la composition→Moulage par extrusion→Inspection du processus→Straightening→Sawing→Inspection du processus→Traitement de vieillissement→Inspection du produit fini→Emballage et stockage→Expédition
Présentation du moule d'extrusion de l'aluminium
Les moules d'extrusion sont divisés en moules plats, moules à pont et moules creux.
Acier utilisé dans le moule
1.SKD-61 Japon haute fréquence 2.Hitachi DAC
3.Suède ASSB 4.Suède QRO-90
Conception de l'entrée d'alimentation.
L'ouverture d'alimentation de la filière est déterminée par la taille du cylindre du lingot, par exemple.
Machine 1500T, utilisant une broche Φ6" -Φ140mm
Machine 2350T, utilisant une broche Φ8" -Φ190mm, Φ9"-Φ210mm.
Afin d'éviter que la surface du lingot ne pénètre dans l'orifice d'entrée, ce dernier doit normalement être plus épais d'au moins 1,5 mm de chaque côté que le récipient du lingot.
10~15mm plus petit.
Taille de rétrécissement.
Augmenter la taille du moule de 1% en fonction de la taille réelle de l'extrudeuse.
Dossier de conception
A. Taux de participation.
Surface de la section du profil du moule creux : surface de la section du cylindre du lingot = (40-60):1
Les moules solides sont de l'ordre de 80-100 avec une bonne extrusion.
B. Relation entre l'épaisseur de la chair du profil et l'alliage
| Type d'alliage | Diamètre du cercle de recrutement extérieur extrudé | Épaisseur minimale de viande requise pour l'extrusion |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00 mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00 mm | |
| 150~200mm | 3,00 mm | |
| 200~250mm | 4,80 mm |

Matières premières (lingots) et chauffage des lingots
(Température du matériau 480+/-20 degrés)

Moules d'extrusion et chauffage des moules
(Température du moule 470+/-10 degrés, temps de maintien 2-4 heures)

alimentation

serre
(La machine doit être chauffée à 380+/-10 degrés)

exposés à des vents violents
(Température contrôlée inférieure à 300 degrés)

couper

après découpage
Présentation du moule d'extrusion de l'aluminium
Les moules d'extrusion sont divisés en moules plats, moules à pont et moules creux.
Acier utilisé dans le moule
1.SKD-61 Japon haute fréquence 2.Hitachi DAC
3.Suède ASSB 4.Suède QRO-90
Conception de l'entrée d'alimentation.
L'ouverture d'alimentation de la filière est déterminée par la taille du cylindre du lingot, par exemple.
Machine 1500T, utilisant une broche Φ6" -Φ140mm
Machine 2350T, utilisant une broche Φ8" -Φ190mm, Φ9"-Φ210mm.
Afin d'éviter que la surface du lingot ne pénètre dans l'orifice d'entrée, ce dernier doit normalement être plus épais d'au moins 1,5 mm de chaque côté que le récipient du lingot.
10~15mm plus petit.
Taille de rétrécissement.
Augmenter la taille du moule de 1% en fonction de la taille réelle de l'extrudeuse.
Briefing sur la conception :
a. Taux de mise.
Surface de la section du profil du moule creux : surface de la section du cylindre du lingot = (40-60):1
Les moules solides sont de l'ordre de 80-100 avec une bonne extrusion.
b. Relation entre l'épaisseur du profil et l'alliage.
| Type d'alliage | Diamètre du cercle de recrutement extérieur extrudé | Épaisseur minimale de viande requise pour l'extrusion |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00 mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00 mm | |
| 150~200mm | 3,00 mm | |
| 200~250mm | 4,80 mm |

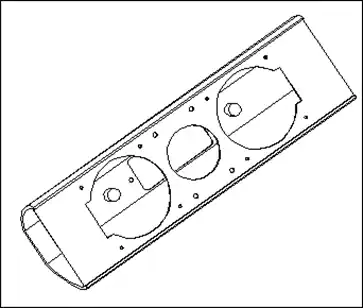
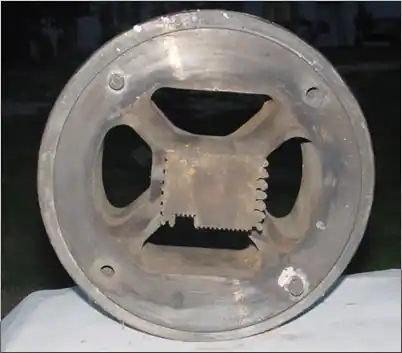
Cette photo montre une filière pour une extrusion d'aluminium creux.
La partie supérieure gauche est le moule complet, la partie centrale est la partie supérieure du moule, la partie droite est la partie inférieure du moule.
Dureté des profilés en aluminium
Les profilés d'aluminium couramment utilisés sont des 6063-T5, la dureté est ajustée et contrôlée par un traitement de vieillissement ultérieur (c'est-à-dire un traitement thermique : préchauffage pendant 3 heures, température jusqu'à 195 ± 10 ℃, isolation pendant 3 heures, puis refroidissement à l'air). En fonction du traitement ultérieur du produit, les exigences de dureté sont indiquées dans le tableau ci-dessous :
| Type | dureté |
| Extrusion générale | WB11-13 |
| Formes extrudées nécessitant un rainurage et un fraisage | WB11-13 |
| Forme extrudée où le diamètre du trou est proche du bord et où le trou poinçonné est susceptible de se bosseler et de se déformer. | WB5-8 |
| Extrudé avec trous fraisés, trous d'extraction | WB8-10 |
| Plaques d'aluminium à plier, à extruder | WB5-8 |
| Tôle d'aluminium 1050/1100 | WB5-8 |
| Extrusion d'aluminium 6063-T5 | WB11-13 |
| Extrusion d'aluminium 6061-T6 | WB13-15 |
Normes d'inspection des matériaux extrudés en aluminium
Les normes d'inspection des matériaux d'extrusion d'aluminium sont présentées dans le tableau ci-dessous. Le profilé d'extrusion en aluminium pour les pièces de téléphone portable appartient à la catégorie des tubes et tuyaux. Les dimensions intérieures et la courbure sont vérifiées à l'aide d'un gabarit de cavité intérieure spécialement conçu à cet effet, tandis que l'aspect est déterminé par un test de meulage et d'oxydation.
Capacités de tolérance des procédés des fabricants d'extrusion
| Dongfeng | Pont d'or |
| Tolérance sur l'épaisseur : 1,5-5 ±0,1 5-10 ±0,15 10+ ±0,2 Tolérance des dimensions extérieures : Inférieure à 30 ±0,15 30-60 ±0,2 60-120 ±0,3 Supérieure à 120 ±0,4 Planéité : inférieure à 50 0,1 50-100 0,2 100-200 0,3 Angle : ±0,5°. Tolérance sur le diamètre des trous extrudés : ±0,08 Trou d'extrusion min : ø1.3 Peut ouvrir la plage maximale du type d'extrudeuse : Dans un rayon de 200 mm du cercle extérieur | Tolérance minimale sur l'épaisseur : ±0,1 Tolérance de forme et de position min : ±0,1 Dimensions globales : 0-6 ±0,15 6-30 ±0,2 30-120 ±0,3 120-315 ±0,4 Plus de 315 ±0,5 Planéité : inférieure à 50 0,1 50-200 0,2 supérieure à 200 0,25-0,3 Angle : ±0,5°. Tolérance sur le diamètre des trous extrudés : ±0,08 Trou d'extrusion min : ø1.6 Peut ouvrir la plage maximale du type d'extrudeuse : Dans la limite de 310 mm en diagonale |
Considérations relatives à la conception de l'extrusion d'aluminium
Les moules d'extrusion sont divisés en moules plats, moules à pont et moules creux.
. La tolérance doit être fixée de manière à prendre pleinement en compte la capacité de production du fabricant, car l'extrusion d'aluminium est moulée sous pression à chaud, la tolérance du produit est relativement importante par rapport aux pièces en caoutchouc et à la quincaillerie, voir le tableau ci-dessus.
. L'épaisseur du matériau ne doit pas être trop fine, en principe, plus de 0,8 mm, moins de déformation, de meilleures conditions d'extrusion et une production de masse.
. La différence d'épaisseur du matériau du tube creux ne doit pas être trop importante, généralement pas plus de 4 fois, sinon le moule est plus difficile à découper et à extruder.
. Avant l'ouverture officielle du moule, il convient de fournir des informations détaillées sur l'effet du traitement de surface, car le processus de traitement de surface affecte la détermination de la ligne de serrage du moule de pré-extrusion, affecte le moule d'extrusion, la valeur de la taille du moule de poinçonnage (la pulvérisation d'huile rendra l'ouverture du produit plus petite, la forme plus grande, la cavité interne plus étroite, tandis que l'oxydation est l'inverse) ;sablage(Il peut en résulter des ouvertures plus grandes, des corps plus minces ou une déformation du produit ; le processus de tréfilage doit tenir compte de la tolérance du matériau).
. Le matériau extrudé ne peut pas faire des angles aigus absolus, la conception des angles aigus des profilés prismatiques en aluminium aura environ 0,3 angle R, après le polissage ultérieur, l'oxydation, la pulvérisation d'huile et d'autres processus, l'angle R atteindra environ 0,4.
. La proportion des parties creuses et pleines de l'extrusion d'aluminium ne doit pas être trop importante ni trop décalée, en fonction de la structure réelle.
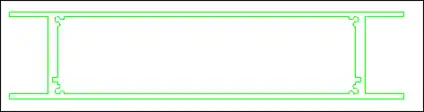
. Construction courante d'un moule creux :
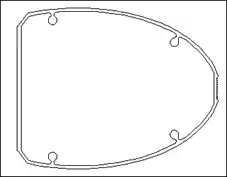
Le tube creux illustré à droite peut être aussi fin que 0,7, en fonction de la forme et de la taille de la structure.

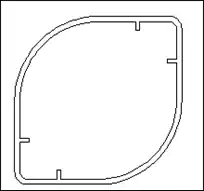
Le tube creux représenté sur l'image de gauche, la largeur des quatre barres est généralement d'environ une épaisseur de matériau, pas trop large, trop large conduira à l'apparition de la surface des marques concaves et des lignes d'eau, en fonction de la structure de la forme et des dimensions.
Le tube creux illustré à droite est la structure commune du tube de corne, et d'autres accessoires sont fixés en tapant sur le cylindre, mais la taille du cylindre est relativement grande, et il n'est pas adapté aux pièces de téléphones portables, aux MP3 et à d'autres petits produits.
Le tube creux gauche appartient également à la structure commune du tube de corne, les trous façonnés peuvent être insérés dans un rail de guidage, pour guider d'autres accessoires.
Le tube creux illustré à droite est également une structure courante pour les tubes évasés, et le trou rond peut être taraudé directement ou inséré dans un poteau rond en acier riveté pour fixer ou guider d'autres accessoires.
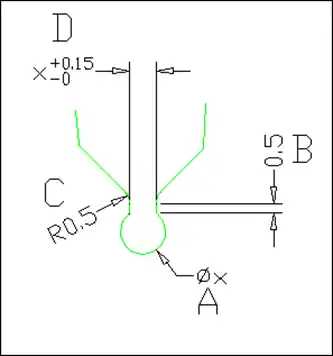
. Considérations relatives à la conception des trous extrudés
Prenons l'exemple du marquage des trous extrudés à droite
A montrer : trou d'extrusion (rivetage PIN ou vis) du diamètre minimum de la valeur de référence du diamètre du trou de 1,3 (la valeur minimum de tonnage de la machine n'est pas la même selon les fabricants, en fonction de la forme de la structure), la bande de tolérance du trou doit être d'au moins 0,15 ;
B à l'exposition : il faut laisser l'épaisseur de la paroi, la valeur de l'épaisseur de la paroi est généralement d'environ 0,5, pas trop petite, afin d'éviter que les vis ou le PIN ne tombent après la dilatation, vers l'extérieur.
C montre : ici, l'ajout d'un angle R 0,5 environ est bon pour la durée de vie de la filière d'extrusion et le flux de matière ;
D : Cette taille doit être considérée comme la faisabilité de la production de l'extrudeuse, la tolérance peut être considérée comme la limite supérieure, A pour ø2.0, doit prendre 1.2-1.5mm, A pour ø1.5, doit prendre 0.8-1.0mm.
Entrée de moule pour moules creux
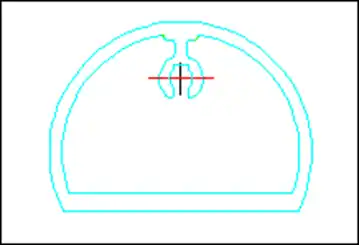
. Problèmes de fermeture des lignes dans les moules creux extrudés en aluminium :
Comme le montre l'image, le produit de la structure du moule creux est extrudé à partir de quatre ou deux (en fonction de la taille du produit) ports d'alimentation, les quatre brins de matériau à l'intérieur du moule finiront par fusionner, mais une ligne sombre sera produite à la fusion des quatre brins de matériau, qui est appelée ligne de fermeture du moule. Le matériau au niveau de la ligne de fermeture du moule est susceptible de produire des bulles, des lignes d'eau, des impuretés et d'autres défauts d'aspect.
Pour le traitement de surface par meulage, le type d'oxydation des produits tubulaires creux (tube de corne, coquille de MP3, etc.), en raison de ses exigences en matière d'apparence, l'ouverture de la filière d'extrusion doit être communiquée pour confirmer l'emplacement de la ligne de serrage et l'apparence importante de la surface de protection et l'apparence générale de la surface, de sorte que les extrudeurs puissent ouvrir le moule pour disposer la ligne de serrage dans la non-apparence de l'apparence de la surface et l'apparence de la surface du secondaire, ainsi que le processus de ponçage de la division I en utilisant des techniques de traitement spéciales afin de minimiser et d'éliminer les traces de la ligne de serrage. Les traces de la ligne de moulage peuvent être minimisées et éliminées par notre méthode spéciale de traitement par meulage.
Processus de traitement de surface de l'extrusion d'aluminium
Le post-traitement des profilés en aluminium est entièrement compatible avec le traitement des pièces en tôle d'aluminium.
Les pièces encastrées extrudées en aluminium sont généralement nettoyées par dégraissage ; l'aspect des pièces est brossé, sablé, oxydé, très brillant, sérigraphié, laser, pulvérisation d'huile, oxydation secondaire, etc.

Dessin + sablage + oxydation + sérigraphie
















