
Analyse approfondie de l'ensemble du processus de soudage par friction
Temps de publication:2025-03-08 Trier par:Le blog Nombre de vues:561
Définition du soudage par friction
Le soudage par friction est l'utilisation d'un mouvement de friction relatif de l'élément soudé pour obtenir la chaleur générée par la friction relative du matériau afin de réaliser une connexion fiable d'une méthode de soudage par pression. Le processus de soudage se déroule sous l'action de la pression, du mouvement relatif du matériau à souder entre les frottements, de sorte que la température de l'interface et de ses environs augmente et atteint un état thermoplastique, avec le rôle de la force de forgeage supérieure, le film d'oxydation interfaciale se brise, le matériau subit une déformation plastique et s'écoule, à travers l'interface des éléments de la diffusion et de la recristallisation de la réaction métallurgique et de la formation des joints.
Principe du soudage par friction
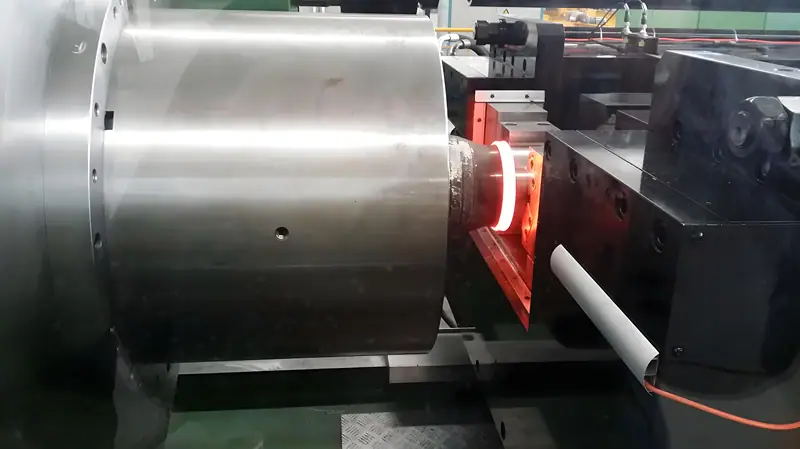
Deux pièces métalliques de section circulaire sont serrées avant le soudage par friction dans un mandrin rotatif et un mandrin mobile et pressurisé. Au début du soudage, la pièce 1 est tournée à grande vitesse, la pièce 2 est déplacée dans la direction de la pièce 1 et mise en contact, et une pression de frottement suffisamment importante est appliquée pour lancer le processus de chauffage par frottement. Après un certain temps de frottement, la température du métal du joint atteint la température de soudage, la rotation de la pièce 1 s'arrête, et en même temps, la pièce 2 se déplace rapidement pour appliquer la pression de forgeage supérieure, de sorte qu'elle produit la déformation de forgeage supérieure et achève le soudage.
Classification du soudage par friction
Il existe de nombreuses méthodes de soudage par friction, généralement classées en fonction du mouvement relatif de l'élément soudé et des caractéristiques du processus :
- Soudage par friction à entraînement continu
- Soudage par friction à contrôle de phase
- soudage par friction inertielle
- soudage par friction-malaxage
- Soudage par friction intégré
- Soudage par friction du troisième corps
- Revêtement de friction
Soudage par friction en continu
Sous l'action de la pression de frottement, les interfaces soudées entrent en contact l'une avec l'autre, le frottement par mouvement relatif, de sorte que l'énergie mécanique est convertie en énergie thermique, la chaleur de frottement est utilisée pour éliminer les oxydes aux interfaces, et un joint fiable est formé sous l'action de la force de forgeage supérieure. Il s'agit d'un type courant de soudage par friction. Dans le processus de soudage, la pièce est continuellement entraînée par le moteur de la broche, tournant à une vitesse constante, jusqu'à ce qu'elle atteigne le temps de friction spécifié ou la déformation due à la friction, la pièce cesse immédiatement de tourner et le soudage par forgeage par le haut est effectué.
soudage par friction inertielle
L'extrémité rotative de la pièce à usiner est serrée dans le volant, et le processus de soudage commence par l'accélération du volant et de l'extrémité rotative de la pièce à usiner jusqu'à une certaine vitesse de rotation, puis le volant est désengagé du moteur principal et l'extrémité mobile de la pièce à usiner se déplace vers l'avant pour commencer le chauffage par friction. Le volant d'inertie est freiné par le couple de frottement, la vitesse est progressivement réduite et le processus de soudage s'achève lorsque la vitesse est nulle.
soudage par friction en phase
Principalement utilisé pour les exigences de position relative de la pièce à usiner, comme l'acier hexagonal, l'acier octogonal, les joysticks automobiles, etc., exige que les broches soient alignées après le soudage, la direction de la droite ou de la phase pour répondre aux exigences. Les principales méthodes sont les suivantes :
- Soudage mécanique par friction en phase synchronisée
- Assemblage de goupilles Soudage par friction
- Soudage par friction à entraînement synchronisé
Soudage par friction radiale
Le tube à souder est biseauté, avec un mandrin à l'intérieur du tube, équipé d'un anneau rotatif avec une surface biseautée, qui tourne et applique une pression de friction radiale sur les deux tubes pendant le soudage, et la pression de forgeage supérieure est appliquée à la fin de l'échauffement par friction.
Revêtement de friction
La barre ronde du métal de revêtement tourne à grande vitesse et exerce une pression de frottement sur le métal de base. En raison du volume important du métal de base, la conductivité thermique est bonne et le taux de refroidissement est rapide. Ainsi, la surface de frottement de l'interface entre le métal de revêtement et le métal de base se retrouve du côté du métal de revêtement. Dans le même temps, le métal de revêtement se condense et transite vers le métal de base pour former la chair de la soudure de revêtement. Lorsque le métal de base tourne ou se déplace par rapport à la barre de métal de revêtement, une soudure de surface se forme sur le métal de base.
soudage par friction linéaire
Deux pièces à souder, l'une fixe, l'autre à une certaine vitesse pour le mouvement alternatif, ou deux pièces pour le mouvement alternatif relatif, sous l'action de la pression des deux pièces de l'interface de frottement génère de la chaleur, de manière à réaliser le soudage.
soudage par friction-malaxage
Il s'agit d'un matériau dur résistant aux températures élevées, constitué d'une certaine forme d'aiguille d'agitation tournant profondément dans les deux matériaux soudés reliés au bord de la tête d'agitation pour ajuster la rotation des deux éléments soudés reliés au bord d'une grande quantité de chaleur de friction, qui, en liaison avec le ramollissement plastique du métal produit dans la zone du ramollissement plastique de la zone dans la tête d'agitation sous l'action de l'agitation, de l'extrusion, et avec la tête d'agitation de la rotation le long de la soudure pour s'écouler vers l'arrière et former un flux de métal plastique, et l'agitation de la tête loin du processus de refroidissement et de l'extrusion et de la formation de joints soudés en phase solide. La zone ramollie par le plastique est agitée et pressée sous l'action de la tête d'agitation, et s'écoule vers l'arrière le long de la soudure avec la rotation de la tête d'agitation, formant un flux de métal plastique, et dans le processus de refroidissement après le départ de la tête d'agitation, elle est pressée et forme un joint soudé en phase solide.
Soudage par friction orbital
Le soudage par friction orbitale est une méthode de soudage nouvellement développée, principalement utilisée pour le soudage de pièces à section non circulaire. Le soudage par friction orbital linéaire s'effectue le long d'une trajectoire droite, avec une certaine amplitude et une certaine fréquence pour que la vitesse de vibration atteigne la valeur requise, de sorte que la surface de soudage subisse un frottement vibratoire relatif répété. Le soudage par friction en orbite circulaire : chaque masse a le même rayon et la même vitesse de rotation, le long de l'orbite circulaire, de sorte que la surface de soudage effectue le mouvement relatif de la friction. Lorsque le joint est chauffé à la température de soudage, le mouvement de friction de la pièce est arrêté et le soudage par le haut est effectué.
Procédé de soudage par friction
Caractéristiques du processus
avantage:
- Temps de construction de la soudure réduit et productivité élevée.
- Faible distorsion de soudage, grande précision dimensionnelle après le soudage.
- Haut degré de mécanisation et d'automatisation, qualité de soudage stable.
- Il convient au soudage de toutes sortes de matériaux dissemblables et peut souder l'aluminium-acier, l'aluminium-cuivre, le titane-cuivre, les composés intermétalliques-acier, etc. qui ne peuvent pas être soudés par fusion conventionnelle.
- Il est possible de souder des barres et des tubes de diamètres identiques ou différents.
- Le soudage ne produit pas de fumée, de lumière d'arc et de gaz nocifs et ne pollue pas l'environnement.
Inconvénients.
1. il est plus difficile de souder une section transversale non circulaire et l'équipement requis est compliqué ; pour les pièces minces en forme de disque et les raccords de tuyauterie à paroi mince, il est également plus difficile de souder parce qu'il n'est pas facile de les serrer.
2. il est difficile de souder par friction des composants dont les formes et les positions d'assemblage sont déjà déterminées.
3. les joints sont sujets à l'usure par frottement et doivent être usinés après le soudage.
4. la partie de serrage peut facilement produire des rayures ou des marques de serrage
Procédé de soudage par friction
Le soudage par friction est une technique d'assemblage à l'état solide très efficace qui repose sur la liaison métallurgique de matériaux en utilisant la chaleur de friction et les forces mécaniques. Le processus commence par la fixation précise de la pièce à usiner - généralement, un côté de la pièce est maintenu fermement dans un dispositif de fixation, tandis que l'autre côté est relié à un entraînement rotatif pour s'assurer que les surfaces de contact sont propres et planes. Lorsque la machine est activée, la pièce en rotation entre en contact étroit avec la pièce stationnaire sous une pression axiale, et le frottement à grande vitesse génère instantanément des températures élevées à l'interface, qui pénètrent rapidement dans le matériau et l'amènent à un état plastique. Au cours de ce processus, le frottement non seulement détruit la couche d'oxyde à la surface, mais incite également le réseau métallique à subir une recristallisation dynamique, formant une couche ramollie en écoulement. Lorsque la température atteint le point critique, l'équipement s'arrête résolument de tourner, puis applique une pression plus forte sur la partie supérieure du forgeage. À ce moment-là, le matériau ramolli est forgé comme s'il s'agissait d'une fusion par extrusion, la diffusion atomique au niveau microscopique et la migration des joints de grains éliminent complètement les défauts de la surface du joint, ce qui permet de former des joints soudés denses et impeccables. Après refroidissement et mise en forme, l'élément soudé est pratiquement exempt de déformation et sa résistance peut même dépasser celle du matériau de base.
Matériel courant de soudage par friction

Équipement conventionnel de soudage par friction
L'équipement conventionnel de soudage par friction est solidement relié à un mécanisme de contrôle de la pression de haute précision par l'intermédiaire d'un système d'entraînement mécanique, dont le cœur est constitué d'un module de puissance de broche, d'un dispositif de pression hydraulique et d'un système de contrôle intelligent. L'équipement adopte une conception modulaire, qui peut être adaptée de manière flexible aux exigences de serrage des arbres, des tubes et des pièces façonnées, réalisant un soudage efficace des composants clés du moteur dans le domaine de la fabrication automobile, et s'appuyant sur un système de surveillance en temps réel pour achever la connexion fiable des matériaux en alliage à haute résistance dans le domaine militaire. Par rapport au processus de soudage traditionnel, l'équipement présente des avantages significatifs en termes de contrôle de la consommation d'énergie et de qualité des joints. Grâce à la technologie de fusion multi-capteurs, il peut répondre aux exigences strictes du soudage de précision dans l'aérospatiale, les transports ferroviaires et d'autres industries, et devenir l'équipement de base pour la production industrielle de masse.
Équipement de soudage par friction-malaxage
L'équipement de soudage par friction-malaxage (FSW) est un équipement de soudage avancé développé sur la base du principe de l'assemblage à l'état solide, et son innovation principale réside dans l'utilisation d'une tête d'agitation spéciale pour réaliser l'écoulement plastique et la liaison métallurgique des matériaux. L'équipement se compose principalement d'un corps très rigide, d'un système d'entraînement rotatif, d'un module de contrôle de la température de précision et d'une unité de détection tridimensionnelle de la force et de la position. Grâce à l'action synergique de l'aiguille d'agitation et de l'épaulement de l'arbre, le processus de soudage peut être achevé sans qu'il soit nécessaire de procéder à une fusion.aluminiumL'assemblage sans soudure de matériaux à point de fusion élevé tels que les alliages de magnésium et d'autres matériaux à point de fusion élevé. Par rapport au soudage par friction traditionnel, cette technologie améliore considérablement la qualité du soudage des tôles minces, permet le moulage intégré de la peau et du squelette dans le domaine aérospatial et est largement utilisée dans la fabrication de plateaux de batterie pour les véhicules à énergie nouvelle, la résistance du cordon de soudure pouvant atteindre plus de 95% du matériau de base. Les équipements les plus récents intègrent des algorithmes de guidage par vision et de contrôle adaptatif, qui permettent d'ajuster dynamiquement les paramètres de soudage et de franchir avec succès le goulot d'étranglement de la technologie d'assemblage des matériaux dissemblables (par exemple, aluminium/cuivre, aluminium/acier).















