
Carter d'huile en aluminium
Temps de publication:2024-08-05 Trier par:Le blog Nombre de vues:1619
Qu'est-ce qu'un carter d'huile ?
Le carter d'huile est situé dans la partie inférieure du carter moteur, également appelé carter inférieur. Il sert à sceller le carter, à recueillir l'huile de lubrification produite par la friction du moteur et à empêcher les impuretés extérieures de pénétrer dans l'huile de lubrification.
Classification des puisards à huile.
Voici les types de puisards à huile les plus courants
Carter d'huile en plastique
Le carter d'huile en plastique signifie que le matériau du carter d'huile est un plastique technique, utilisé pour le carter d'huile. moule d'injection Le carter d'huile fabriqué dans ce matériau est plus léger et plus fin, avec une plus grande liberté de conception, un prix relativement bas et une installation plus facile. Il présente un certain degré de robustesse. Cependant, la résistance aux températures élevées et à la corrosion du carter d'huile en plastique est relativement médiocre, la durée de vie est relativement courte, il convient aux basses températures de travail, à la faible fréquence d'utilisation et aux exigences de poids de l'environnement.

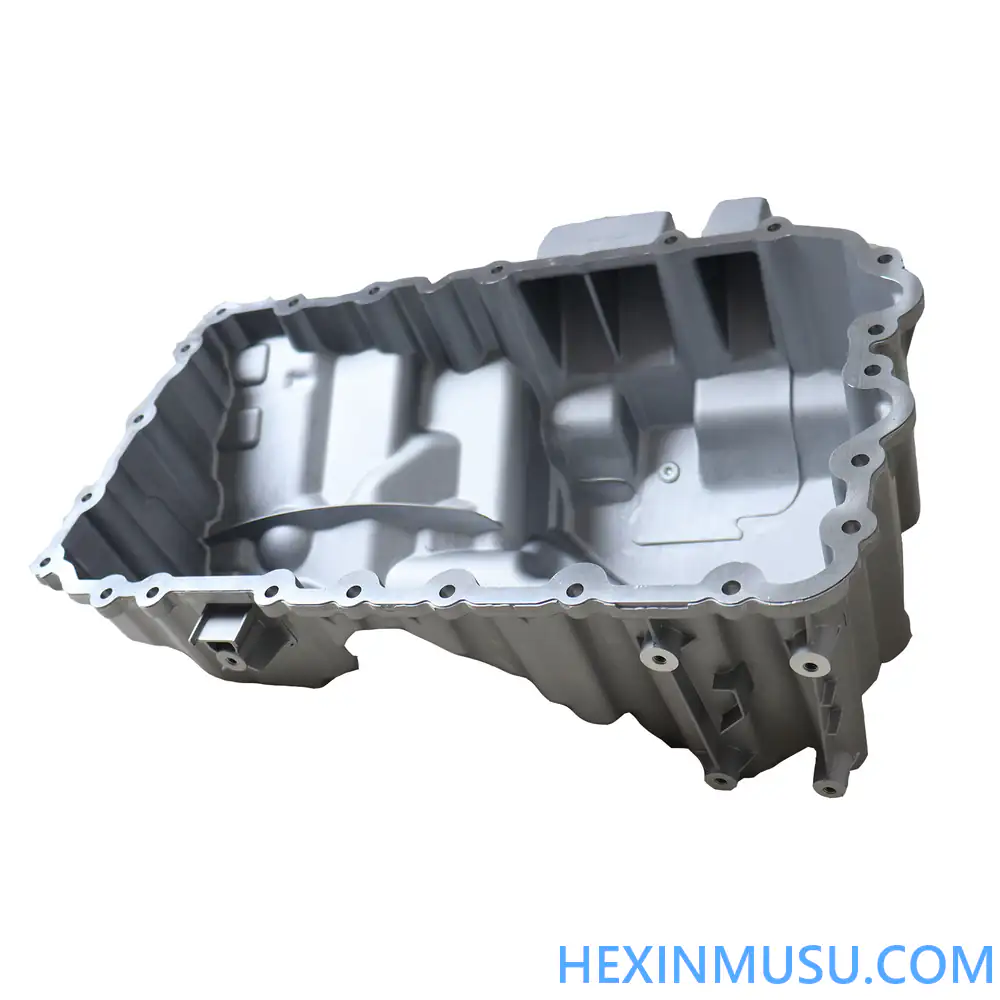
Carter d'huile en alliage d'aluminium
aluminium Le carter d'huile est fabriqué en alliage d'aluminium, qui présente une bonne dissipation de la chaleur, un poids léger, une forte résistance à la corrosion, peut supporter un grand nombre d'impacts et possède un certain degré de solidité. Cependant, le carter d'huile en alliage d'aluminium est généralement fabriqué par moulage sous pression, un processus dont le coût de production de masse est faible, mais dont le coût du moule est élevé et qui n'est pas adapté à la fabrication sur mesure. Il est généralement utilisé dans les usines automobiles pour la production de masse. Afin de mieux répondre à la demande de personnalisation, certains clients utilisent des coulée à basse pression ou coulée gravitationnelleLe procédé permet d'utiliser des moules à faible résistance (relativement peu coûteux) pour réduire considérablement les coûts, le produit est relativement épais, les performances du traitement thermique sont supérieures à celles du moulage sous pression, généralement dans le secteur des voitures de tuning, des voitures de course, des voitures de collection et d'autres industries personnalisées.
carter d'huile en fer
En fonction de l'épaisseur des différents procédés de moulage, on distingue le carter d'huile embouti (environ 2 mm) et le carter d'huile en fonte, le carter d'huile embouti passant par le processus de moulage et d'emboutissage. Presses d'emboutissage avec bras robotisés L'emboutissage est léger, le processus de fabrication est moins coûteux et convient à la production de masse. Toutefois, l'emboutissage du carter d'huile étant relativement fin et le processus d'emboutissage, la rigidité du produit est faible (l'emboutissage équivaut à un impact sur le produit), il n'est pas possible de fabriquer des structures complexes, il n'est généralement pas possible de le réparer et on ne peut que le remplacer. Le fond de cuve en fonte, plus épais après le traitement thermique t6, présente une résistance particulièrement élevée (bien supérieure à celle de l'alliage d'aluminium), mais ses défauts sont également très évidents : le poids est plus important, le coût est également plus élevé, le produit manque de ténacité et se fissure facilement sous l'effet d'un choc. Le coût de fabrication est plus élevé.

Processus de production des carters d'huile en alliage d'aluminium.
Le carter d'huile en alliage d'aluminium fabriqué par Ningbo Hexin est produit par moulage sous pression, moulage à basse pression et moulage par gravité, qui sont trois types de processus, le moulage à basse pression et le moulage par gravité, en plus de la production de différentes machines, sont relativement similaires au processus.
Processus de production des carters d'huile moulés sous pression.
Matière première du carter d'huile (alliage d'aluminium moulé sous pression) → usinage → Dégraissage Emballage → Meulage → Grenaillage → Usinage des produits → Emballage et expédition → Inspection
Processus de production des carters d'huile par moulage à basse pression/coulage par gravité.
Cuvette à huile fonte de la matière première (alliage d'aluminium moulé) → usinage de la coulée à basse pression/gravité → dégraissage → meulage → solution de traitement thermique → traitement thermique trempage → grenaillage → usinage du produit → essais → emballage expédition
Contrôle de la qualité de la production des carters d'huile

1. la stabilité des matériaux
Ningbo Hexin sélectionne des lingots d'aluminium électrolytique (aluminium non recyclé) auprès de Yunnan Aluminium Company. Ce matériau permet de garantir que la nouvelle énergie du produit est excellente et stable.
2. un processus de production raisonnable
- A. Conception raisonnable de la structure du moule, des décennies d'expérience dans la fabrication de moules rendent la structure du moule plus raisonnable.
- B.Technologie avancée de quadrillage des fluides pour un système de moulage parfait
- C. Un équipement complet, une production indépendante et contrôlée rendent le produit plus stable.
Problèmes courants liés à la production de carters d'huile en alliage d'aluminium ?
1. les questions matérielles
La qualité du carter d'huile en alliage d'aluminium est directement influencée par les matières premières. Si les matières premières ne répondent pas aux normes, telles qu'une composition d'alliage inégale, une teneur élevée en impuretés, etc., le carter d'huile risque de s'étirer, de se déformer par extrusion et de présenter des fissures et d'autres problèmes.
2. les défauts de coulée
- bulle d'airLa porosité est l'un des défauts de fonderie les plus courants dans les carters d'huile en alliage d'aluminium. Les causes de la porosité sont diverses, notamment une mauvaise sélection de la position de la porte, un mauvais échappement, une position trop profonde de la cavité du moule, etc. La porosité n'affecte pas seulement la qualité esthétique du carter d'huile, mais peut également réduire sa résistance et ses performances d'étanchéité.
- barrière froideLa ségrégation à froid : La ségrégation à froid est un défaut qui se forme lorsque deux ou plusieurs flux de métaux ne sont pas entièrement fusionnés au point de confluence en raison d'une basse température ou d'un mauvais écoulement de l'alliage en fusion au cours du processus de remplissage. La ségrégation à froid réduit également les propriétés mécaniques et d'étanchéité du carter d'huile.
- Rétrécissement et rétrécissementLe retrait et la retassure sont des défauts qui se forment lorsque le volume de métal liquide se rétrécit pendant la solidification et n'est pas reconstitué par une quantité suffisante de métal liquide. Ces défauts apparaissent généralement dans les parties épaisses ou les joints chauds des pièces moulées, ce qui nuit à la résistance et à la durée de vie du carter d'huile.
3. les questions de traitement
Mauvaise qualité de la surfaceQualité de la surface : La mauvaise qualité de la surface se manifeste principalement par une grande rugosité, de nombreuses rayures, etc. Ces problèmes affectent non seulement l'aspect esthétique du carter d'huile, mais aussi ses performances d'étanchéité et sa résistance à l'usure.
Précision dimensionnelle insuffisantePendant le processus d'usinage, si les paramètres de coupe ne sont pas réglés correctement ou si l'outil est fortement usé, la précision dimensionnelle du carter d'huile risque d'être insuffisante pour répondre aux exigences de la conception.















