Alliage d'aluminium coulé par gravité, coulé sous haute pression, coulé sous basse pression introduction du processus compréhension
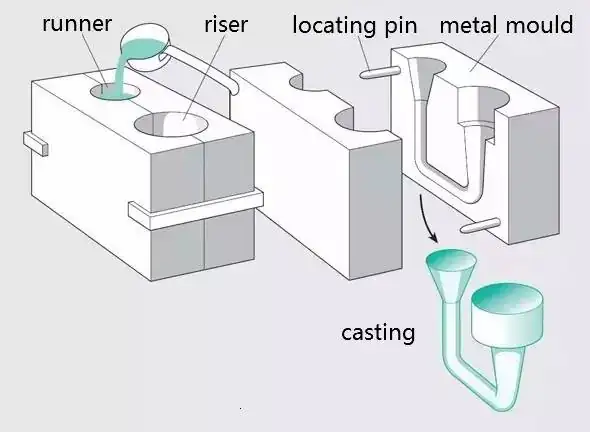
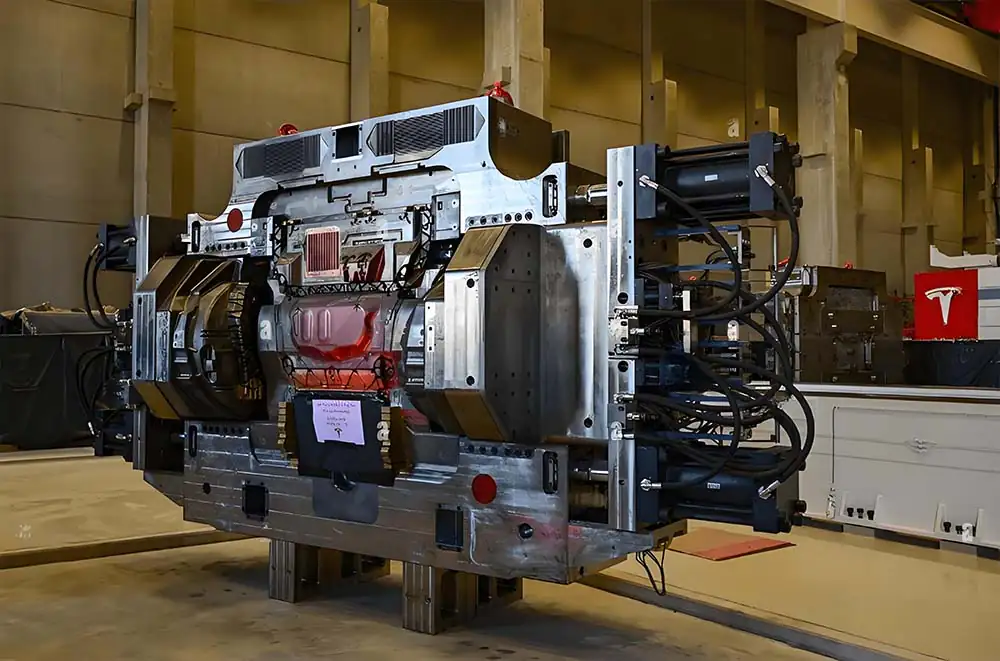
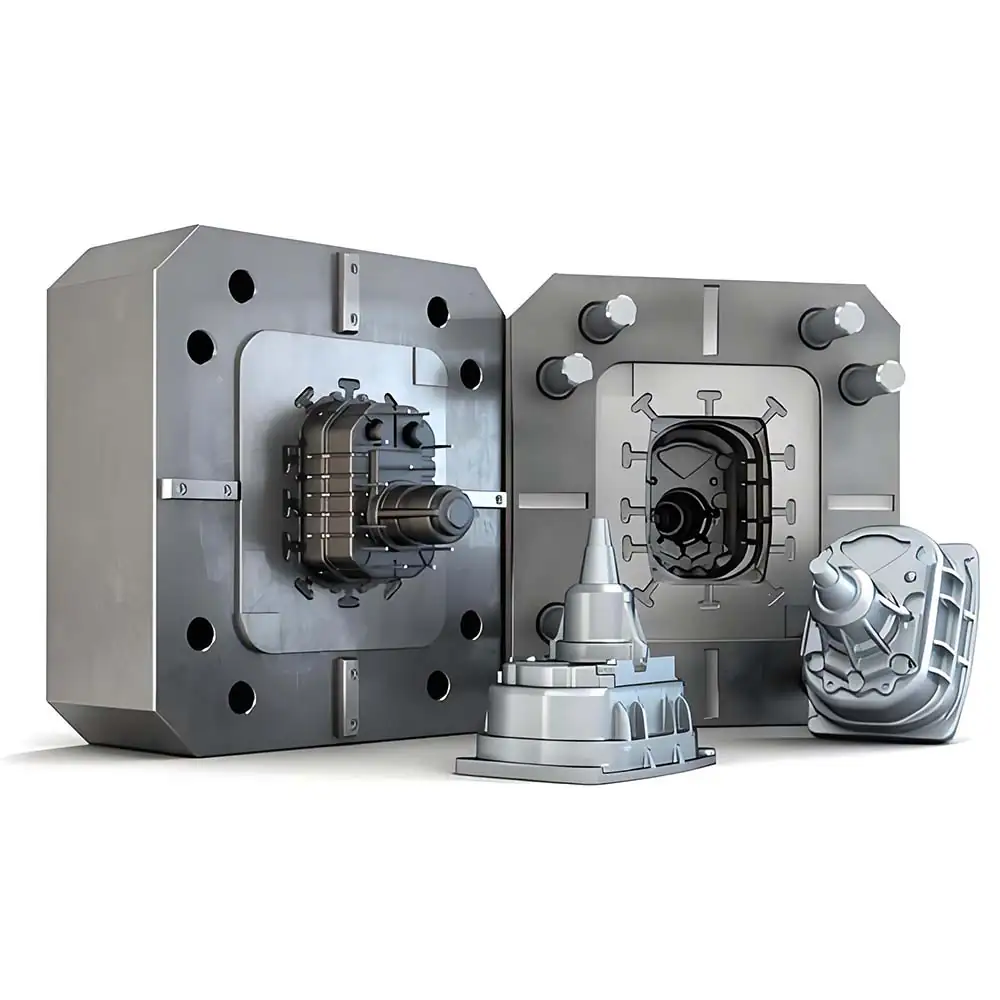
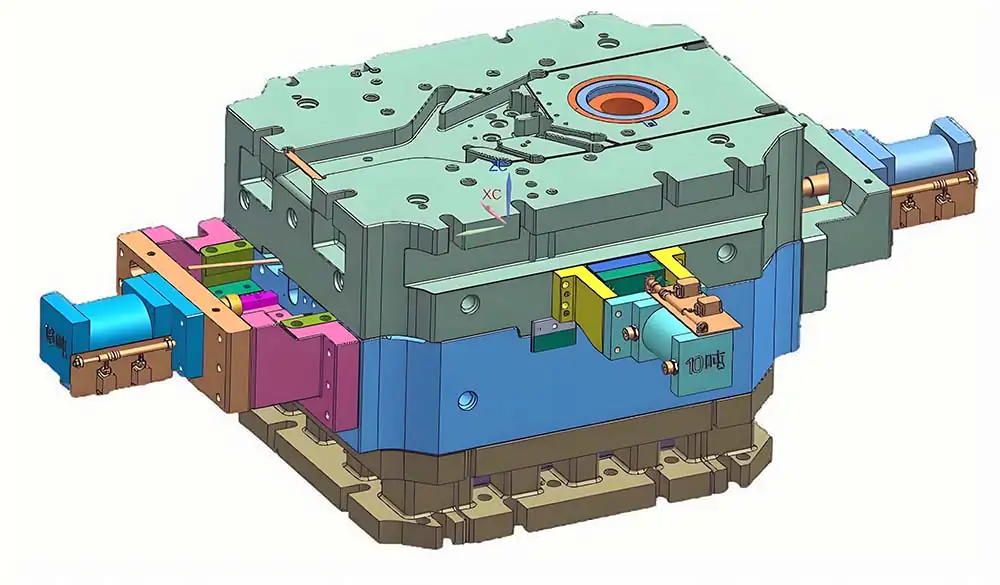
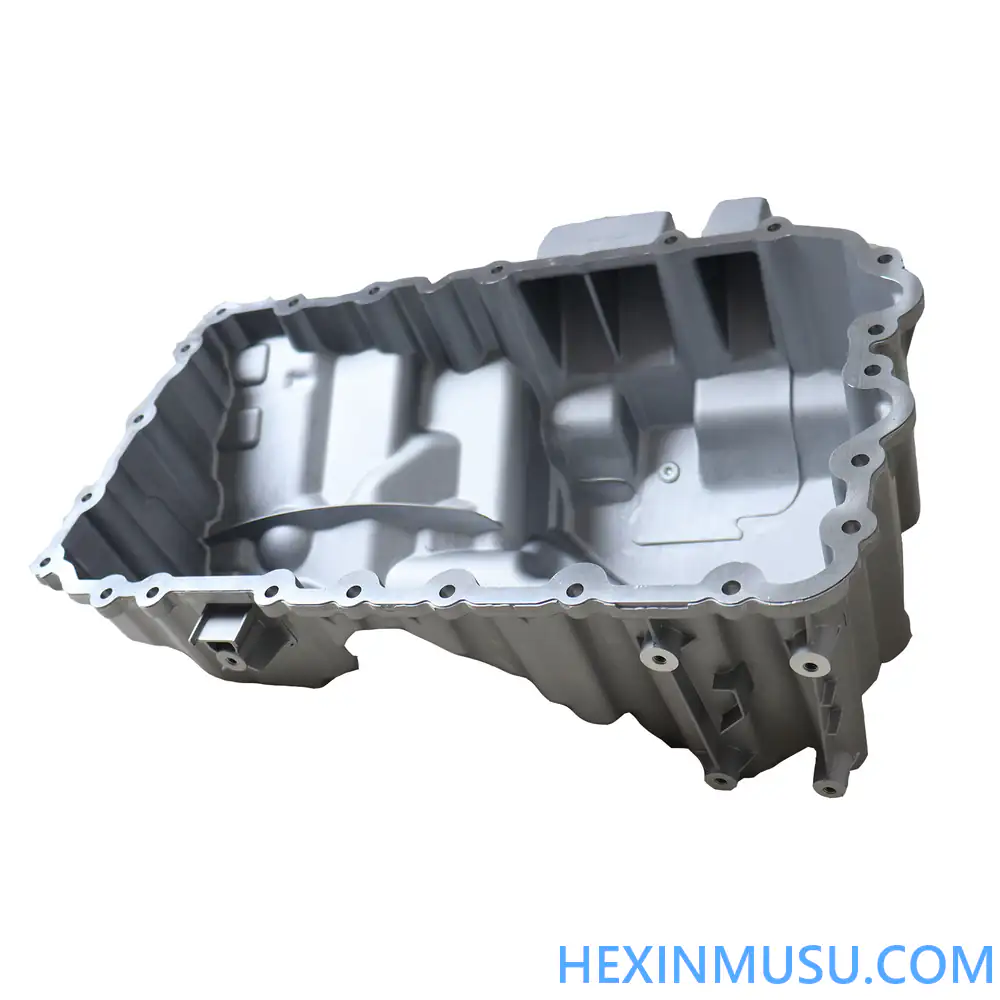
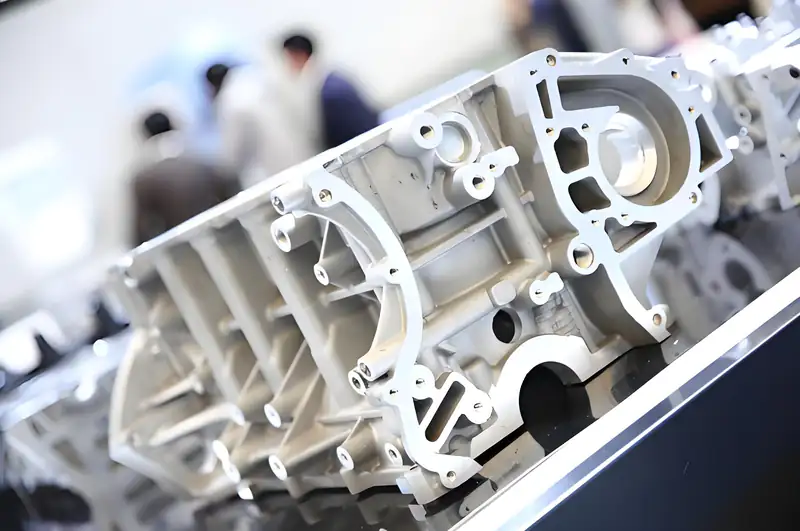
Introduction à la coulée par gravité : la coulée par gravité est le processus de coulée par injection de liquide d'aluminium dans la gravité terrestre sous l'action de la gravité. La coulée par gravité au sens large se divise en coulée au sable, coulée de type métallique (moule en acier), coulée en moule à disparition. La coulée par gravité étroite se réfère à la coulée de type métallique. La coulée de métal se divise en deux catégories : la coulée manuelle verticale et la coulée inclinée, qui est aujourd'hui la plus couramment utilisée : la coulée en moule métallique (moule en acier). Le moule est fait d'un alliage d'acier résistant à la chaleur, la résistance, la taille et l'apparence des pièces moulées en aluminium sont supérieures à celles des autres procédés de moulage. Le liquide d'aluminium pour la coulée par gravité est généralement versé manuellement dans la porte, en s'appuyant sur le poids propre du liquide métallique pour remplir la cavité, l'évacuer, le refroidir et ouvrir le moule pour obtenir l'échantillon. Le processus se déroule généralement comme suit : fusion du liquide d'aluminium, coulée, évacuation, refroidissement, ouverture du moule, nettoyage, traitement thermique et transformation. Les caractéristiques de la coulée par gravité d'alliages d'aluminium sont les suivantes : ...