Différence entre la coulée à basse pression et la coulée par gravité
2024-08-05
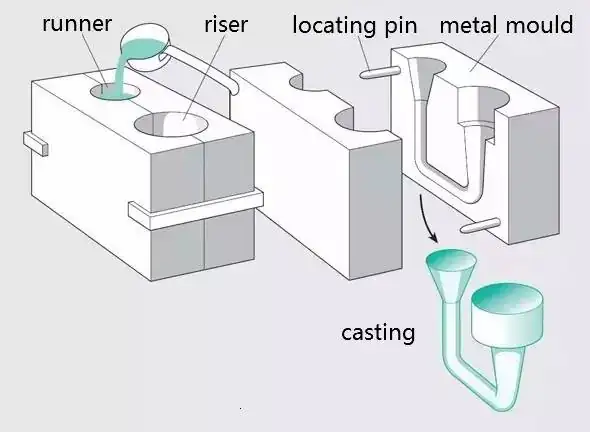
Le moulage à basse pression et le moulage par gravité sont des procédés de moulage d'alliages d'aluminium, le moulage à basse pression est également connu sous le nom de moulage anti-gravité, moulage à basse pression. La différence entre le moulage à basse pression et le moulage par gravité se reflète principalement dans les aspects suivants. Différence de principe de fonctionnement du moulage : Différence de principe de fonctionnement du moulage : Le moulage à basse pression est également appelé moulage à basse pression anti-gravité, c'est pourquoi le nom de sa méthode de moulage est la pression du gaz contre le moulage par gravité, comme le montre la figure de droite : à travers le creuset scellé injecté avec du gaz (généralement 0,06 ~ 0,15MPa)), le liquide d'aluminium dans le rôle de la pression à travers le milieu du pipeline, le produit pour le moulage et le moulage, le maintien de la pression pendant une certaine période de temps, l'eau d'aluminium se refroidit dans la cavité de moulage. L'eau d'aluminium dans la cavité du moule refroidit le moulage, par la décharge de la pression du gaz, ouvre le moule, enlève le produit. Le moulage par gravité fait référence au moulage de l'eau d'aluminium sous l'action de la gravité → remplissage → solidification et contraction → moulage, ce...