
离心铸造技术权威指南:原理/工艺/工业应用解析
发布时间:2025-02-23 分类:新闻 浏览量:1205
离心铸造是什么?

离心铸造是通过旋转模具产生的离心力(可达重力150倍)将液态金属浇入高速旋转(通常为250~1500r/min)使其在离心力作用下充填铸型和凝固而形成铸件的液态成形工艺。该工艺特别适用于制造船舶发动机缸套、航空航天耐高温部件等严苛工况产品——更具实测数据显示,离心铸造 铝合金 件的抗拉强度比传统砂型铸造提升25%以上。
离心铸造的工作原理
离心铸造过程始于将液态金属注入旋转的高温模具中。根据设计的具体要求,模具可以垂直旋转,也可以水平旋转。
在这个过程中,离心力会以接近重力数倍的压力将液态金属均匀分布在模具内。这种施加的压力确保了铸件不会出现裂缝,以及微观和宏观上的缺陷。这与常规的压铸工艺非常相似,压铸工艺也是通过施加压力来减少产品的整体缺陷。
随着模具被填满,较浓稠的液态金属会被推向旋转模具的内壁。此外,致密金属会从外径向中心进行定向凝固,而密度较低的物质以及杂质则会浮到外径处。
凝固完成后,将整个零件从模具中取出,然后通过机械加工去除零件边缘残留的杂质。这样,最终得到的就是没有内部空洞或气泡的高质量材料。
以下是模具准备好后,基本离心铸造过程的简单步骤:
- 第一步与任何铸造工艺一样,将金属加热到熔点以上。
- 第二步是旋转模具,为浇注做准备。通常,转速在 300 到 3000 转 / 分钟之间,不过实际转速取决于项目的具体情况。
- 接下来是浇注步骤。这一过程相对简单,无需特殊准备,但需要格外小心,因为浇注是在模具旋转时进行的。
- 浇注完成后,下一步自动开始。旋转不仅有助于冷却过程,还能在模具内产生足够的压力,确保不会出现与铸造过程相关的缺陷。
- 冷却后,下一步与其他铸造工艺类似。只需将模具从旋转装置上取下,然后从铸件中取出材料。
- 最后,对最终产品进行精加工。离心旋转会将材料中的杂质推向边缘,通过机械加工去除这些杂质,就能得到所需质量的产品。
两种离心铸造机
立式离心铸造
卧式离心铸造
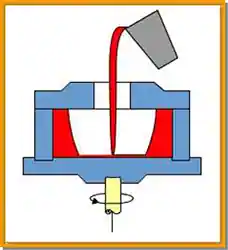
立式离心铸造
它主要用于生产高度小于直径的圆形铸件,有时也可以用这种离心铸造机浇注异形铸件。由于立式铸造机安装稳定,不仅可以使用金属型,还可以使用砂型、熔模壳等非金属型。
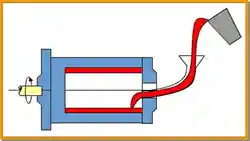
卧式离心铸造
主要用于生产长度大于直径的套筒和管铸件。
离心铸造的三种类型
| 类型 | 产品案例 | 宁波贺鑫工艺突破 |
|---|---|---|
| 真离心铸造 | 柴油机缸套(HT300) | 双金属复合铸造技术 |
| 半离心铸造 | 高铁制动盘(ADI材质) | 石墨冷铁激冷系统 |
| 离心法 | 液压阀体(ZL104) | 真空辅助浇注技术 |
离心铸造的特点
1)铸件在离心力作用下结晶,组织致密,无缩孔、缩松、气孔、夹渣等缺陷,力学性能好。
2)铸造圆形中空铸件时,可省去型芯和浇注系统,简化了工艺,节约了金属。
3)便于制造双金属铸件,如钢套镶铸铜衬,其结合面牢固、耐磨,可节约铜合金。
4)离心铸造内表面粗糙,尺寸不易控制,需要增加加工余量来保证铸件质量,且不适宜生产易偏析的合金。
离心铸造的优点:
(1) 用离心铸造生产空心旋转体铸件时,可省去型芯、浇注系统和冒口。
(2) 由于旋转时液体金属在所产生的离心力作用下,密度大的金属被推往外壁,而密度小的气体、熔渣向自由表面移动,形成自外向内的定向凝固,因此补缩条件好,铸件组织致密,力学性能好。
(3)便于浇注“双金属”轴套和轴瓦,如在钢套内镶铸一薄层铜衬套,可节省价格较贵的铜料。
(4)充型能力好。
(5)消除和减少浇注系统和冒口方面的消耗。
离心铸造的缺点:
⑴ 铸件内自由表面粗糙,尺寸误差大,品质差。
⑵ 不适用于密度偏析大的合金(如铅青铜)及铝、镁等轻合金。
应用离心铸造
离心铸造主要用来大量生产管筒类铸件,如铁管、铜套、缸套、双金属钢背铜套、耐热钢辊道、无缝钢管毛坯、造纸机干燥滚筒等,还可用来生产轮盘类铸件,如泵轮、电机转子等。
离心铸造和其它铸造工艺比较
| 铸造方法 | 砂型铸造 | 熔模铸造 | 金属型铸造 | 高压压铸 | 低压铸造 | 离心铸造 |
| 适用金属 | 任意 | 不限制,以铸钢为主 | 不限制,以非铁合金为主 | 铝、锌、镁等低熔点合金 | 以非铁合金为主,也可用于铸钢和铸铁 | 以铸铁、铸钢为主 |
| 铸件质量范围 | 不限制 | 一般小于25kg | 以中、小型铸件为主 | 一般小于10kg,也可用于中型铸件 | 以中、小型铸件为主 | 不限制 |
| 生产批量 | 不限制 | 成批、大量生产,也可单件、小批量生产 | 成批、 大量生产 | 成批、 大量生产 | 成批、 大量生产 | 成批、 大量生产 |
| 铸件尺寸公差(mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| 铸件表面粗糙度 | 粗糙 | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | 内表面粗糙 |
| 铸件铸态晶粒组织 | 粗晶粒 | 粗晶粒 | 细晶粒 | 细晶粒,内部多有气孔 | 细晶粒 | |
| 加工余量 | 大 | 小或不加工 | 小 | 小或不加工 | 较小 | 内表面加工余量大 |
| 生产率(一般机械化程度) | 低、中 | 低、中 | 中、高 | 最高 | 中 | 中、高 |
| 铸件最小壁厚(mm) | 3.0 | 通常0.7 | 铝合金2~3 | 0.5~1.0 | 一般2.0 |
FAQ常见问题
Q1:离心铸造件最大可处理尺寸?
→ 直径Φ2.5m×长度8m(单件重量20吨)
Q2:如何解决离心铸造偏析问题?
→ 推荐方案:采用脉冲电磁场+梯度冷却复合工艺
Q3:小批量试制是否经济?
→ <50件建议采用砂型铸造,模具成本占比过高















