












低压压铸原理和应用
发布时间:2025-01-07 分类:新闻 浏览量:5115
什么是低压压铸?
铝低压压铸(LPDC)是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于存在一定的压力但是远低于 高压压铸 的压力(最高压力也仅为高压压铸的1%),低压压铸压力范围在(20~60kPa),有于其作用压力小速度慢,也能够制造比较复杂的内部中空的产品(空心部分需要砂芯后续再将其去除所以被称为低压砂型铸造),其作用原理更接近铝铸造,故而也被称之为铝低压浇铸.
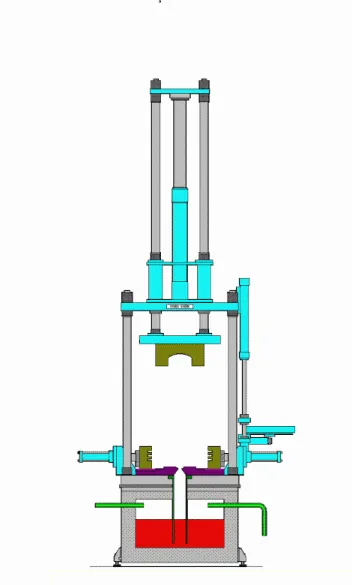
低压压铸工艺过程:在不透气的坩埚中,通过管道通入被压缩过的干燥气体,融化铝液在气体压力的作用下,沿升液管(坩埚中间的管道)通过模具浇口平稳地进入型腔,保持坩埚内液面上的气体压力,保持一定时间压力等低压模具型腔内产品凝固,然后解除坩埚内液面上的气体压力,使升液管中未凝固的金属液流回坩埚,通过 低压铸造 机打开模具取出低压铝铸件。由于低压铸造的铸造方向为逆 重力铸造 又被称为反重力低压铸造.

低压铸造的历史
在二十世纪初,已经有国家陆续开始研究低压浇铸工艺,英国E.H.Lake是第一个登记了关于 铝合金 低压铸造专利的公司,法国人首先在铝合金铸造生产中的推广和使用。
第二次世界大战爆发后,航空军工业等制造业有了进一步的发展,应该将低压铸造工艺广泛的用于高要求的航空发动机系统铝合金零部件,大批量的生产铝合铸件,北美采用铝合金低压浇铸技术广泛的用于汽车零部件,电机外壳等铸件的制造。这样,低压铸造工艺迅速扩散到通用机械、纺织机械、仪表和商业产品的领域。
中国从二十世纪五十年代开始研究低压铸造,但发展一直比较缓慢。随着汽车工业的发展,和大量新技术的采用,在上世纪末和本世纪初,低压铸造在中国得到快速发展,国产低压铸造机的功能和性能,及使用的稳定性和可靠性已经接近或达到国际先进水平,被大量用于汽车轮毂、汽车缸盖等铸件的生产。
低压压铸模具材料选择
低压压铸模又被称为低压永久模具,采用金属型腔制造的模具,可以用翻砂模具(球墨铸铁),模具钢模具(p20,#45,H13等耐热模具钢),制作。不同的模具有不同的模具寿命,普通的翻砂模具寿命大概在2000-5000模,调制后的#45号寿命能够做到5000-10000+模,普通做过真空热处理的h13能够达到30000模左右的寿命。好一点的甚至能够做到50000模乃至100000模。
关于低压压铸的优缺点
低压铸造优点
- 1、低压压铸铝液流动速度慢,杂物卷入少,通过改变加压速度,熔汤靠层流进行充填.
- 2、采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,采用提高了铸件的合格率。
- 3、低压压铸机生产厂家生产的铝合金产品在压力下结晶,低压压铸产品组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利。
- 4、可以改变低压铸造工艺加压速度,熔汤靠层流进行充填。
- 5、低压铝铸件材料的使用范围广。
低压压铸的缺点
- 1、生产效率低下,更重力压铸,高压压铸相比较。高压压铸>重力压铸>低压压铸
- 2、铸造周期长,生产性差。为了维持方向性凝固和熔汤流动性,模温较高,凝固速度慢。
- 3、 靠近浇口低压压铸铝组织较粗,下型面的机械性能不高,需要全面的严密的管理(温度、压力等) 。
- 4、模具成本高,低压铸造模具 为金属模具寿命非 砂铸 一次性铸造,被称为“低压永久模铸造”
- 5、设备费用较高。低压铸造机的价格相对于重力浇铸机,翻砂铸造来说是一笔不小的投入.
低压铸铝材质选择
低压铸造主要应用在有色合金铸造领域,常见的铝合金、镁合金等轻合金铸件。其中铝合金的应用最为的广泛,通常我们讲的低压压铸泛指铝合金低压铸造.常见的铝合金材料有:
- 铝硅合金:铝硅合金含硅约11%,加少量铜、铁、镍增强度,常用于低压铸造。
- 铝铜合金:一种比较坚硬的铝合金,铝铜合金含铜3%,是最早铸铝材。室温高温力学性能高,铸造易,切削佳,耐热优。
- 铝镁合金:强度高、硬度大、耐热好,是制造优质零部件的优选。其焊接性佳、耐蚀性强,适合制造对颜色和表面质量要求高的零部件。
- 铝镁硅合金:强度高、刚度大,耐热性和机械性能优,是制造优质零部件和工业设备的理想材料。在低压铸造中应用广泛,A380、A356铝合金在低压铸造中尤为常见。
应用范围
低压铸造的应用范围相当广泛,特别适用于对铸件质量有较高要求的领域。特别是在制造业发达的中国,为了能给客户提供更加,廉价好用的铝合金铸件,OEM,ODM,批量定制化的铝合金产品。铝低压铸造厂将其应用在:

立即试用 HeXin!
- 汽车工业:汽车业里,低压浇铸造 轮毂 、缸体、缸盖、活塞、变速箱壳,需耐高温高压,低压浇铸保部件致密、性能佳。
- 航空航天:铸件抗极端环境,低压压铸出高精铝合金、镁合金铸件,用于发动机部件、机身结构。
- 机械制造:生产各种复杂的机械零件和部件,如 齿轮 、轴承座、泵体等。
- 电子电器:生产散热器、 电机壳体 等部件。
常见问题(FAQs)
铝低压压铸和高压压铸有啥区别?
铝低压压铸是是一种缓慢铸造的方式,而高压压铸是一种高速高压的铸造方式,虽然都是压力铸造的一种形式但是,高压压铸的产品更加的脆,低压铸造的产品性能更接近重力铸造(低压压铸又被称之为反重力铸造)也能进行热处理,铝的应更为的广泛.高压压铸生产效率高,速度快,低压铸造的效率比较低较为缓慢.
低压压铸适合批量生产么?
适合,虽然低压压铸效率相对高压压铸较低但也能达到(24小时200模-300模),远高于翻砂铸造,自动化程度高,铝的利用高,产品稳定性高。
相较于重力铸造低压铸造产品合格率更高么?
是的,虽然被称为低压压铸,但其流速慢,压力小更接近重力铸造,但是其自动化程度高,压力(20~60kPa)虽低于压铸但是大于重力,所以产品生产比较稳定。






















