
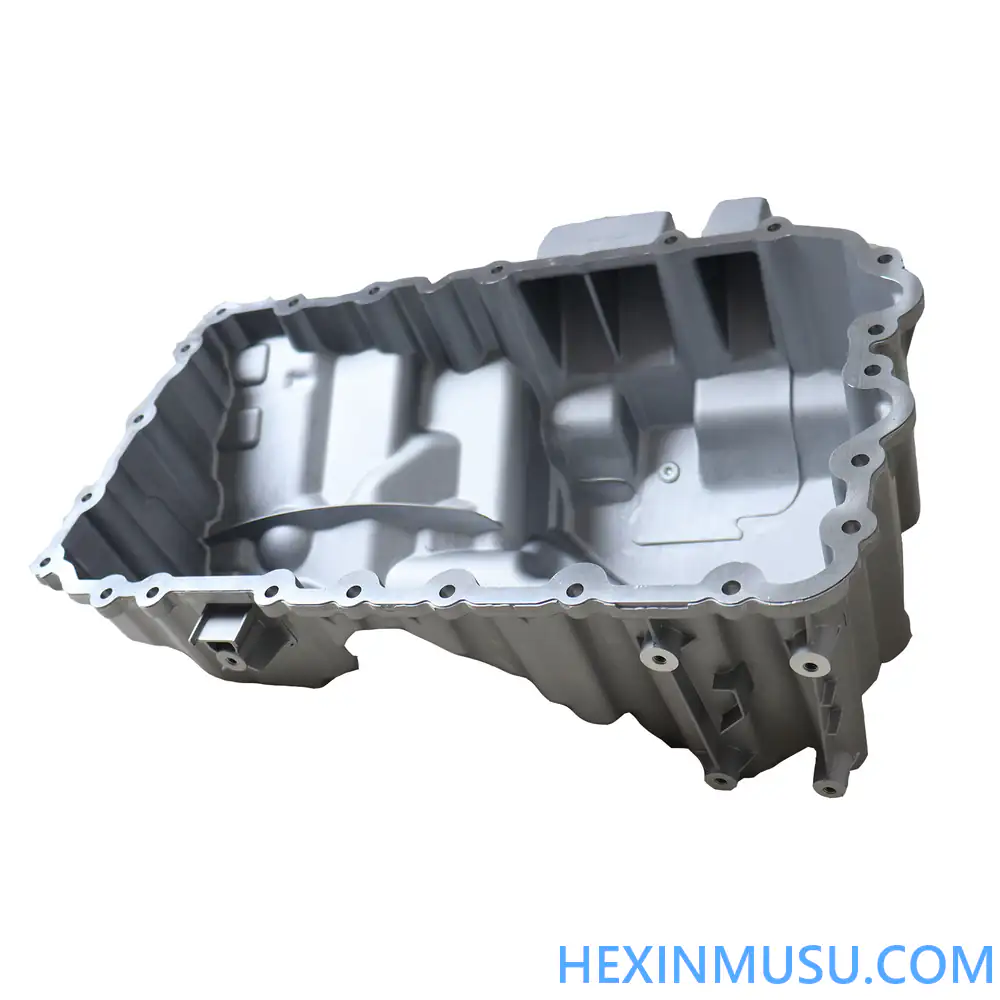
铝油底壳
发布时间:2024-08-05 分类:新闻 浏览量:1750
油底壳是什么?
油底壳位于发动机曲轴箱的下半部分,又被称为下曲轴箱.用来封住曲轴箱,收集发动机摩擦产生的润滑油回流,防止外面灰尘杂质进入润滑油.
油底壳的分类:
常见的有这几种油底壳
塑料油底壳
塑料油底壳指的是油底壳的材料为工程塑料,采用 注塑模具 加工工艺制造,这种材料制造的油底壳质量更为轻薄,设计自由度比较高,价格相对低廉,安装更加方便.具有一定的韧性.然而,塑料油底壳的耐高温性和耐腐蚀性相对较差,寿命相对较短,适用于工作温度低,使用频率低,对重量有要求的环境下使用.

铁油底壳
铁油底壳按厚度不同工艺铸造,有冲压油底壳(2mm左右)和铸铁油底壳,冲压油底壳通过 带有机械臂的冲压机 冲压而成具有质量轻,制造工艺,成本较低,适合大规模生产,然而由于冲压油底壳比较薄且采用冲压工艺,产品刚性差(冲压相当于产品收到一次冲击),无法制造复杂结构,通常无法维修只能更换.铸铁油底由于比较厚经过t6热处理具有特别高的强度(远高于铝合金)重量大,然而缺点也非常的明显,重量较大,成本也比较高,缺少韧性,受到撞击容易开裂.制造陈本比较昂贵。

铝合金油底壳生产流程:
宁波贺鑫制造的铝合金油底壳有压铸和低压铸造,重力铸造这3种工艺生产,低压铸造和重力铸造除了生产机器不同流程相对类似.
压铸油底壳生产流程:
油底壳原材料熔炼(压铸铝合金)→ 机加工 →去浇口/渣包→打磨→抛丸→产品机加工→包装出货→检测
低压铸造/重力铸造油底壳生产流程:
油底壳原材料熔炼(浇铸铝合金)→ 低压/重力铸造机加工 →去浇口→打磨→热处理固溶→热处理回火→抛丸→产品机加→检测→包装出货
油底壳生产质量控制

1.材料稳定
宁波贺鑫精选云南铝业上市大厂电解铝锭(非再生铝)好材料配好产品。从材料上保证了产品新能的优良和稳定.
2.合理的生产工艺
- A.合理的模具结构设计,几十年的模具制造经验让模具结构更合理.
- B.先进的cae流体方正技术,让模具浇铸系统更加完美
- C.完备的设备,自主化可控生产让产品更加稳定.
铝合金油底壳生产常见的问题?
1.材料问题
铝合金油底壳的质量直接受到原材料的影响。如果原材料不符合标准,如合金成分不均匀、杂质含量高等,都可能导致油底壳在使用过程中出现拉伸、挤压变形,进而引发裂纹等问题。
2.铸造缺陷
- 气孔:气孔是铝合金油底壳常见的铸造缺陷之一。气孔的产生原因多样,包括浇口位置选择不当、排气不畅、模具型腔位置太深等。气孔不仅影响油底壳的外观质量,还可能降低其强度和密封性能。
- 冷隔:冷隔是由于熔融合金在充型过程中温度过低或流动不畅,导致两股或多股金属流在汇合处未完全熔合而形成的缺陷。冷隔同样会降低油底壳的机械性能和密封性能。
- 缩孔与缩松:缩孔和缩松是由于金属液在凝固过程中体积收缩,而未能得到足够的金属液补充而形成的缺陷。这些缺陷通常出现在铸件的厚大部位或热节处,对油底壳的强度和使用寿命造成不利影响。
3、加工问题
表面质量差:表面质量差主要表现为表面粗糙度大、划痕多等。这些问题不仅影响油底壳的外观美观性,还可能影响其密封性能和耐磨性能。
尺寸精度不足:在加工过程中,如果切削参数设置不当或刀具磨损严重,都可能导致油底壳的尺寸精度不足,无法满足设计要求。















