
差压铸造工艺及原理
发布时间:2024-11-27 分类:新闻 浏览量:1317
什么是差压铸造?
差压铸造(也称反压铸造),是液态金属在差压作用下,充填到预先有一定压力的铸型中,进行结晶、凝固而获得铸件的一种工艺方法。是低压铸造和压力下结晶凝固两种工艺的结合。
该工艺可以根据铸件形状,工艺要求和铸型特点,调整型腔内的压力,使金属液受控制地流进铸型,并在不改变铸型受力状态条件下,使铸件在较高的压力下凝固,生产出用其它成形方法难以浇注的复杂、薄壁、整体铝铸件,解决了铸件浇注技术中的一个重大关键。
差压铸造的工作原理:
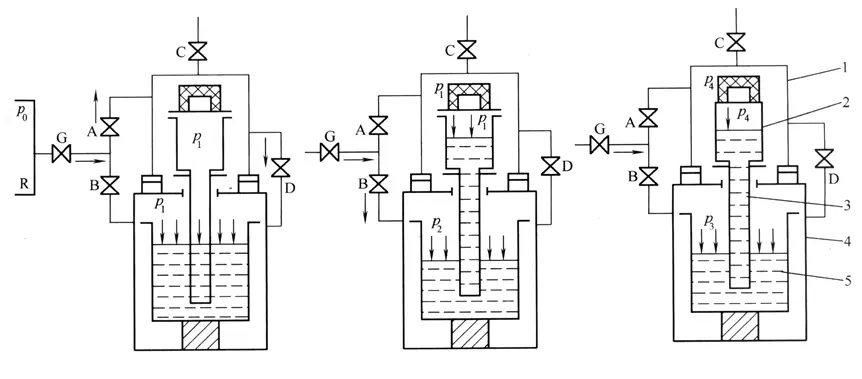
A.充气
B.增压法
C.减压法
铸型放在上压力筒中,坩埚炉放在下压力筒中,上下压力筒以中隔板分开,升液管使铸型与保温炉相通。
金属液充型方法有:
1)增压法:
2)减压法:
差压铸造工艺特点:
因差压铸造金属液是在一定压力下充型,故带来一系列有利于获得优质铸件的因素。
(1) 可以控制充型速度;可以获得不同压差⊿P—充型速度,获得最佳的充型速度;
(2) 可获得最优质的充型金属液,可避免外来夹杂物进入型内。
(3) 由于在高压下结晶凝固,因此铸件补缩条件改善,从而大大提高铸件的致密度;铸件局部最薄厚度可达0.25毫米,且轮廓清晰。
(4) 在保压期间,铸件仍处于高压状态,在外压力作用下,会产生微量的塑性变形,从而减少“显微缩松”,提高铸件的机械性能;与低压铸造相比,差压铸造的铸件材料的抗拉强度可提高10-50%,伸长率可提高25-50%。
(5) 在高压下结晶凝固,又可提高气体在金属液中的溶解度,因而能大大减少铸件中的“气孔”和“针孔”缺陷。
(6)铸件表面质量改善----由于压差⊿P的可调性,因此,可以通过压差⊿P减少“冷隔”及“机械粘砂”;
(7)可以实现控制气氛浇注;
(8)便于机械化和自动化,提高了劳动生产率,减少了清理工作量和改善了劳动条件。
差压铸造与低压铸造铝合金力学性能的比较
| 铸造方法 | 力学性能 | ZL101 | ZL102 | ||
| 壁厚 5mm | 壁厚 20mm | 壁厚 5mm | 壁厚 20mm | ||
| 差压铸造 | 抗拉强度 σb/Mpa | 171 | 190 | 190 | 184 |
| 断后伸长率 δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| 低压铸造 | 抗拉强度 σb /Mpa | 171 | 132 | 168 | 143 |
| 断后伸长率 δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
差压铸造设备结构设计
差压铸造设备主要有三部分组成:主机,压力控制,供气

差压铸造设备外形图
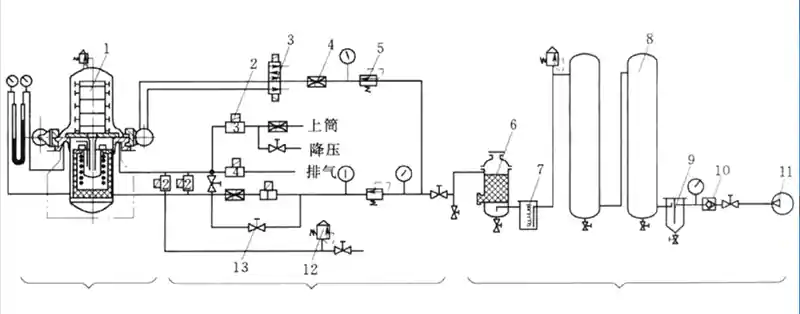
主设备部分
压力控制部分
供气部分
1) 压力罐设计 :封头部分
2) 锁紧机构
3) 充气方法:气控系统及其附属装置
差压铸造铸件工艺设计
1)浇注位置的选择
确立浇注位置时,要使铸件由远离浇道处先凝固,浇道最后凝固,实现铸件顺序凝固,常常是将铸件薄壁部位远离浇道,让金属液从厚壁处引入,与低压铸造浇注位置的选择是相同的。
2)加工余量及工艺余量
对于壁厚均匀的铸件,为了实现向浇口方向的顺序凝固,可以采取增加加工余量,不加工平面可以采用工艺余量的办法,使铸件壁厚向浇道方向递增。
3)浇注系统的选择
(1)合理的浇注系统应满足的要求
① 在保证金属液平稳充型的前提下,充型要快。
② 有利于挡渣及排气。
③ 有利于铸件实现顺序凝固。
(2)浇注系统的形式
一般选用底注式浇注系统,铝、镁合金铸件常采用开放式浇注系统,对于高度大于300mm的铸件,可以选用缝隙式浇注系统。
4)冒口与冷铁
差压铸造有效地强化了冒口的补缩作用,因此,对个别厚大的热节部位,一般只需采用暗冒口。冷铁常和冒口、浇道配合使用,用以加快铸件局部热节处的冷却速度,使该热节部位与相邻的连接壁同时凝固,以达到整个铸件顺序凝固的目的。
差压铸造浇注工艺
1)差压铸造浇注过程的特点
差压铸造加压分为6个阶段
0~t1: 充气阶段
t1~t2: 压力平衡阶段
t2~t3: 升液阶段
t3~t4: 充型阶段
t4~t5: 保压阶段
t5~t6: 互通阶段
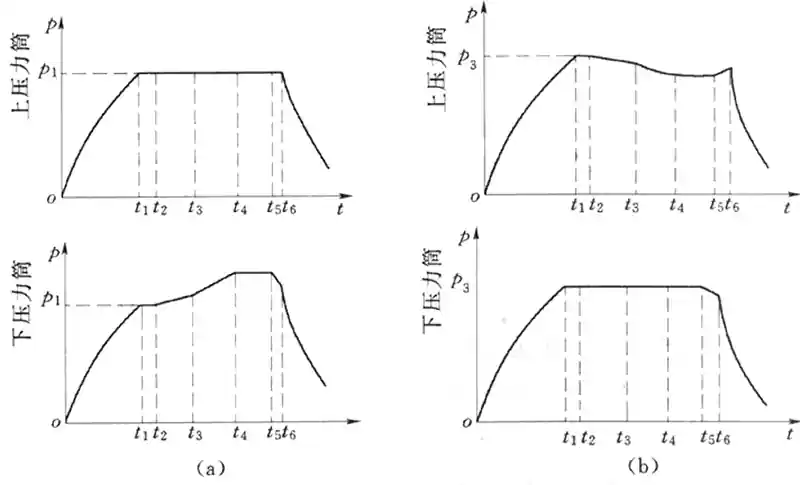
增压法
减压法
增压法和减压法比较
增压法:从特性曲线上看出,升压曲线a’b’线段性较 差,金属液充型速度会发生波动。
减压法: ab段占整个曲线比例很小,非常接近直线,因此,减压法金属液上升平稳。
工艺参数的选择
(1)充型压力差Δp
可按 p=HρK/10200计算
(2)结晶压力
结晶压力越大,铸件越致密,铸件力学性能也越好。结晶压力和铸件结构、合金结晶特性等因素有关。
(3)升液速度
为保持金属液平稳、缓慢升液。避免喷溅,升液应较慢。
(4)充型速度
充型速度应比升液速度快,但不宜过快,要防止二次夹杂的产生。充型速度与铸件复杂程度、壁厚、大小和合金种类有关,所用铸型种类有关。
(5)保压时间
保压时间应大体与铸件凝固时间相同。保压时间与铸件大小、壁厚、合金种类及结晶压力等有关。铸件壁厚越厚,合金结晶温度范围越宽,保压时间就越长。
(6)浇注温度
差压铸造浇注温度比一般重力铸造可低些。铝合金,浇注温度可低306~0℃。
差压铸造应用范围
差压铸适除了可用砂型外,也可用金属型。单件、小批量生产时可用砂型,生产批量大时,可用金属型。铸件重量可从小于1kg至100kg以上。
目前中国最大铸造直径540mm、高度890mm、壁厚8~10mm的大型复杂薄壁整体舱铸件。可铸造的合金有铝合金、锌合金、镁合金、铜合金,还有铸钢。生产的铸件有电机壳、阀门、叶轮、气缸、轮毂、坦克导轮、船体等。
在压力铸造机上生产受投影面积或壁厚限制的铸件均可用差压铸造法生产。















